







Радиусная гибка листового металла методом продвижения (пошаговой гибки) на ЧПУ-прессах
В современном металлообрабатывающем производстве получение больших радиусов на листовом металле — задача стандартная, но требующая особого технологического подхода. В отличие от классической V-образной гибки, где угол и радиус формируются за один рабочий ход пуансона, создание плавных радиусных деталей часто выполняется методом гибки с продвижением (в международной практике известным как Step Bending или Bumping).
В этой статье мы подробно разберем физику процесса, особенности подбора инструмента, программирования ЧПУ и ключевые преимущества данного метода на примере работы современного гидравлического листогибочного пресса.
1. Суть метода гибки с продвижением (Step Bending)
Метод заключается в последовательном нанесении множества мелких, идущих друг за другом гибов с небольшим шагом продвижения листа. Каждый отдельный шаг (удар пуансона) деформирует металл на незначительный угол, но в совокупности эти шаги формируют единый, визуально гладкий и непрерывный радиус.
Главные параметры процесса:
- Радиус гибки (R) — требуемый внутренний или внешний радиус готового изделия.
- Общий угол гиба — угол, на который деталь должна быть согнута в итоге (например, 90° или 45°).
- Количество шагов (N) — число ударов пуансона, необходимое для формирования дуги.
- Шаг продвижения (S) — расстояние, на которое задний упор перемещает заготовку между ударами.
2. Технологические нюансы и подбор инструмента
Качество получаемой поверхности напрямую зависит от правильного сочетания геометрии гибочного инструмента и параметров программирования.
Подбор матрицы и пуансона
Как видно на демонстрации на видео, для работы используется:
- Многоручьевая (или четырехсторонняя) X-образная матрица. Она обеспечивает жесткость, стабильность и позволяет быстро перенастраивать станок под разные толщины металла.
- Прямой пуансон. В зависимости от требований к внутренней поверхности детали может применяться пуансон с увеличенным радиусом при вершине. Однако при малом шаге продвижения даже стандартный пуансон с небольшим радиусом (например, R=0.8 или 1.5 мм) позволяет получить отличный результат без явных граней.
Расчет геометрии: «Эффект многогранника»
Важно понимать, что физически метод представляет собой получение многогранника, вписанного в окружность. Чтобы деталь выглядела идеально гладкой (без видимых «ребер»), шаг продвижения (S) должен быть минимальным — обычно он составляет от 2 до 5 мм в зависимости от толщины металла и требуемого радиуса. Чем тоньше металл и чем больше радиус, тем больше шагов потребуется для достижения идеальной плавности.
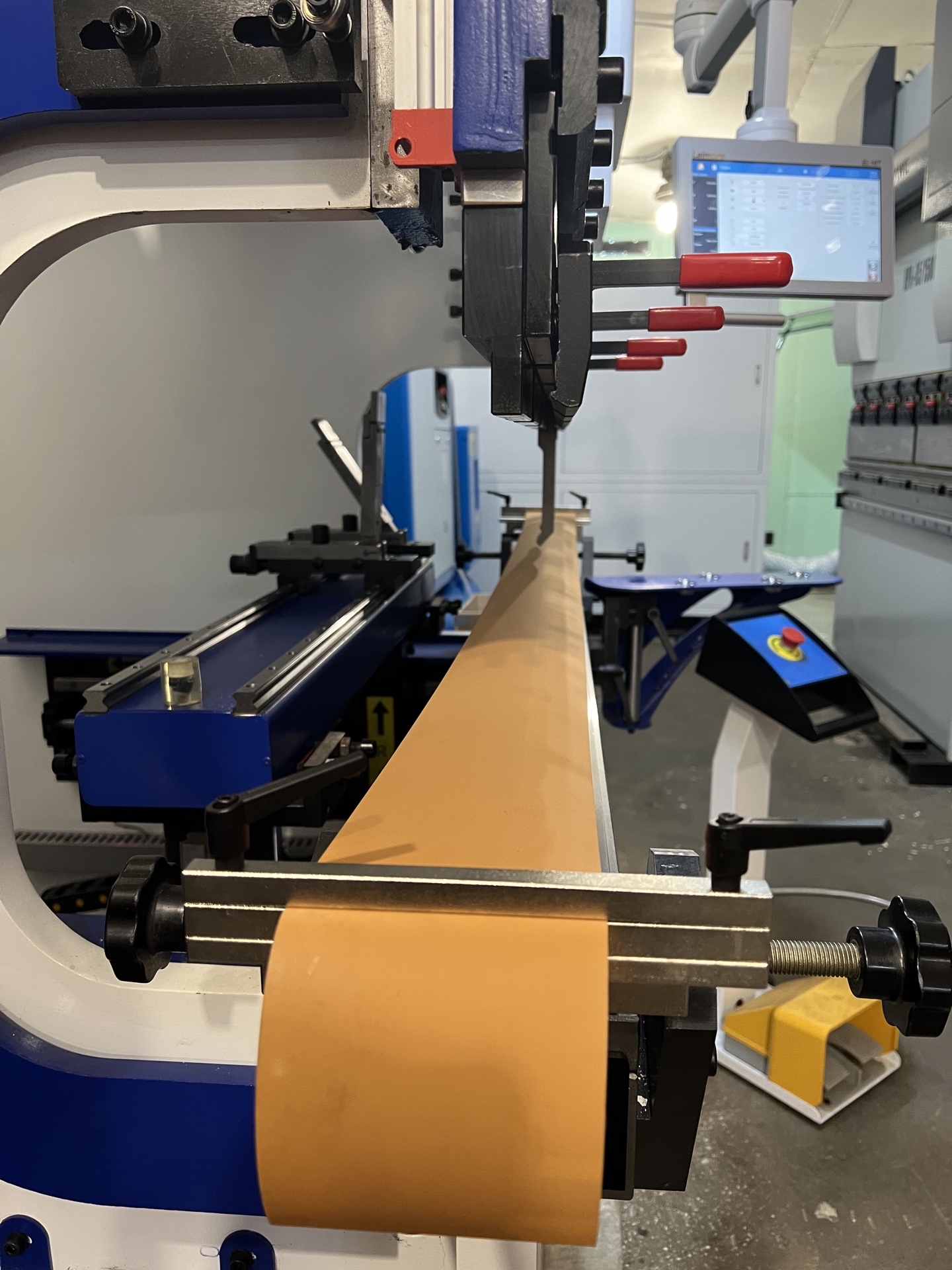
3. Пошаговый алгоритм работы (по материалам видео)
Процесс гибки на станке с ЧПУ выглядит следующим образом:
- Позиционирование заготовки: Оператор укладывает лазерную заготовку на матрицу до упора в пальцы задней системы позиционирования станка.
- Первый гиб (старт цикла): Пуансон опускается, совершая деформацию в начальной точке радиусной зоны.
- Синхронизированное продвижение: Система ЧПУ автоматически отводит задний упор назад на заданный шаг (S), а оператор аккуратно продвигает деталь вслед за упором.
- Серия последовательных ударов: Процесс повторяется динамически. На видео четко видно, как за несколько секунд пуансон совершает серию быстрых ходов, и металл буквально «огибает» зону деформации, превращаясь в плавную дугу.
- Контроль геометрии: На выходе получается деталь с точным радиусом, без заломов и повреждений структуры материала.
4. Преимущества метода гибки с продвижением
Почему данный метод незаменим на производстве?
- Универсальность без затрат на спец-инструмент. Для получения, например, радиуса 50 мм вам не нужно заказывать дорогостоящий и тяжелый спец-пуансон или радиусную вставку и матрицу, подходящую для работы с этим инструментом. Достаточно использовать уже имеющийся стандартный инструмент.
- Гибкость настроек. Изменяя параметры в программе ЧПУ (шаг и глубину погружения), на одном и том же инструменте можно получать абсолютно любые радиусы на деталях разной толщины.
- Минимизация внутренних напряжений. Поэтапная деформация снижает риск растрескивания металла в зоне гиба, что особенно важно для жестких или толстолистовых конструкционных сталей.
5. Области применения
Детали, изготовленные методом пошаговой радиусной гибки, востребованы в самых разных отраслях:
- Промышленный дизайн и архитектура: элементы облицовки фасадных систем, полукруглые короба, лофт-мебель и премиальные предметы интерьера.
- Машиностроение: защитные кожухи оборудования, детали кузовов спецтехники, цистерны и элементы диффузоров.
- Торговое оборудование: скругленные элементы стеллажей, стоек и витрин.
Заключение
Радиусная гибка методом продвижения — это высокоэффективная технология, сочетающая в себе точность современных систем ЧПУ и экономию на инструментальной оснастке. Проектируя детали с плавными радиусами, вы можете быть уверены, что технические возможности вашего оборудования (включая лазерный раскрой заготовок и точные гибочные прессы) позволяют реализовать изделия любой сложности с идеальным качеством поверхности.
Компания PROMPART — профессиональные решения в сфере листообработки: от поставок инструмента до контрактного производства деталей любой сложности.
Для консультации по подбору инструмента и расчета геометрии свяжитесь с нашим техническим отделом.
Галерея




.png)


Комментарии