






Защита поверхности при гибке листового металла: применение и преимущества полиуретановой ленты
В современном заготовительном производстве и металлообработке требования к эстетическому и геометрическому качеству готовых изделий непрерывно растут. При работе с материалами, имеющими финишную отделку — такими как шлифованная и зеркальная нержавеющая сталь, анодированный алюминий, оцинкованная сталь и металл с полимерным или лакокрасочным покрытием — традиционная гибка на листогибочных прессах сопряжена с серьезной технологической проблемой. Речь идет о появлении деформационных следов, задиров и отпечатков (так называемых «ручьевых знаков») на внешней стороне детали в местах ее контакта с радиусными плечами V-образной матрицы.
Эффективным, экономически обоснованным и технологичным решением данной проблемы является использование специализированной защитной полиуретановой ленты (полиуретанового полотна) для гибки.
Механизм образования дефектов и физика процесса
Чтобы понять задачу полиуретанового демпфера, рассмотрим физику процесса «воздушной» (свободной) гибки в стандартной паре «пуансон — матрица»:
- Концентрация напряжений: В начальной и промежуточной фазах гиба заготовка опирается исключительно на две продольные радиусные кромки раскрытия матрицы. В этих зонах создается колоссальное удельное давление.
- Трение скольжения: По мере внедрения пуансона вглубь матрицы, полки детали вынуждены сдвигаться внутрь, преодолевая силу трения и буквально «протягиваясь» по кромкам матрицы под высокой нагрузкой.
- Пластическая деформация поверхностного слоя: Из-за разности твердости инструментальной стали (из которой изготовлена матрица) и обрабатываемого металла (особенно алюминия или аустенитной нержавеющей стали) происходит микрорезание, смятие или перенос материала. На полированной или окрашенной поверхности остаются две параллельные матовые полосы, которые невозможно удалить без локальной перешлифовки или полировки, что существенно удорожает себестоимость изделия.
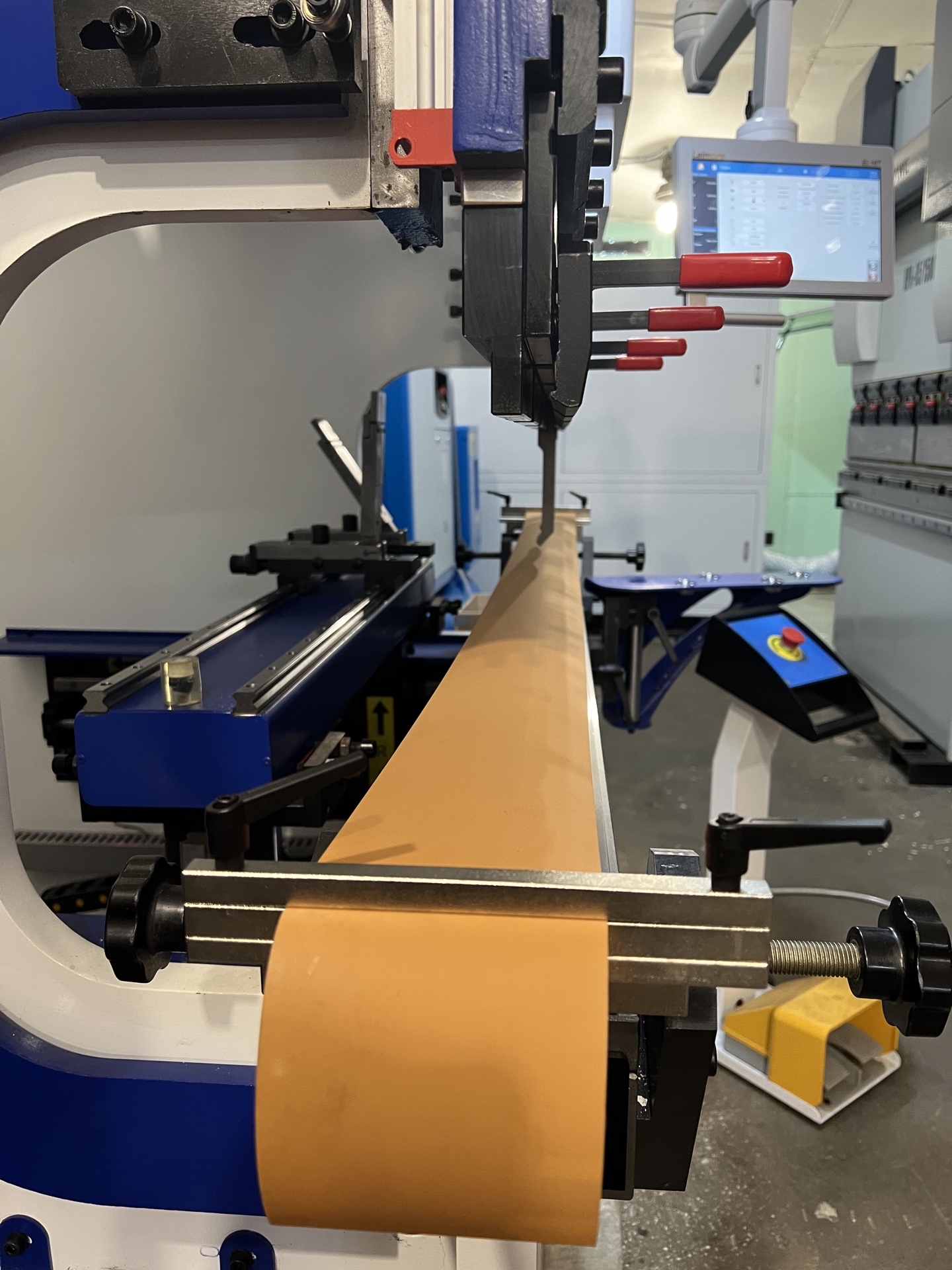
Полиуретановая лента как технологический демпфер
Полиуретановая защитная лента устанавливается непосредственно на рабочую поверхность гибочной матрицы, полностью перекрывая V-образный ручей.
Как это работает?
При опускании пуансона полиуретан выступает в роли эластичного промежуточного буфера (интерфейса). Вместо жесткого контакта «сталь по стали» происходит контакт «металл заготовки по эластомеру».
Обладая высокой текучестью под давлением и способностью к упругой деформации, полиуретан:
- Перераспределяет локальное давление: Острые пики напряжений на радиусах матрицы сглаживаются, распределяясь по большей площади.
- Исключает трение скольжения заготовки по стали: Заготовка скользит по поверхности ленты, либо лента локально деформируется вместе с движением заготовки, полностью нивелируя абразивный эффект.
- Сохраняет геометрию угла: Эластичность материала позволяет ему точно повторять контуры внедряемого пуансона и матрицы, сохраняя расчетную траекторию течения металла.
Технические характеристики и критерии выбора материала
Для нужд листообработки применяется не бытовой полиуретан, а специализированный индустриальный эластомер со строго заданными физико-механическими свойствами:
- Предел прочности на растяжение и сопротивление раздиру: Высокомолекулярный полиуретан обладает уникальным свойством выдерживать многократные циклы растяжения-сжатия без образования микротрещин.
- Толщина полотна: Варьируется обычно от 0.4 мм до 2.0 мм.
- Тонкие ленты (0.4–0.6 мм) используются для точного приборостроения, тонкого листа (до 1.0 мм) и малых V-образных раскрытий, так как они минимально влияют на корректировку угла в управляющей программе ЧПУ.
- Толстые ленты (1.0–2.0 мм) применяются для гибки толстых листов (от 2.0 мм и выше) на средних и больших раскрытиях матриц.
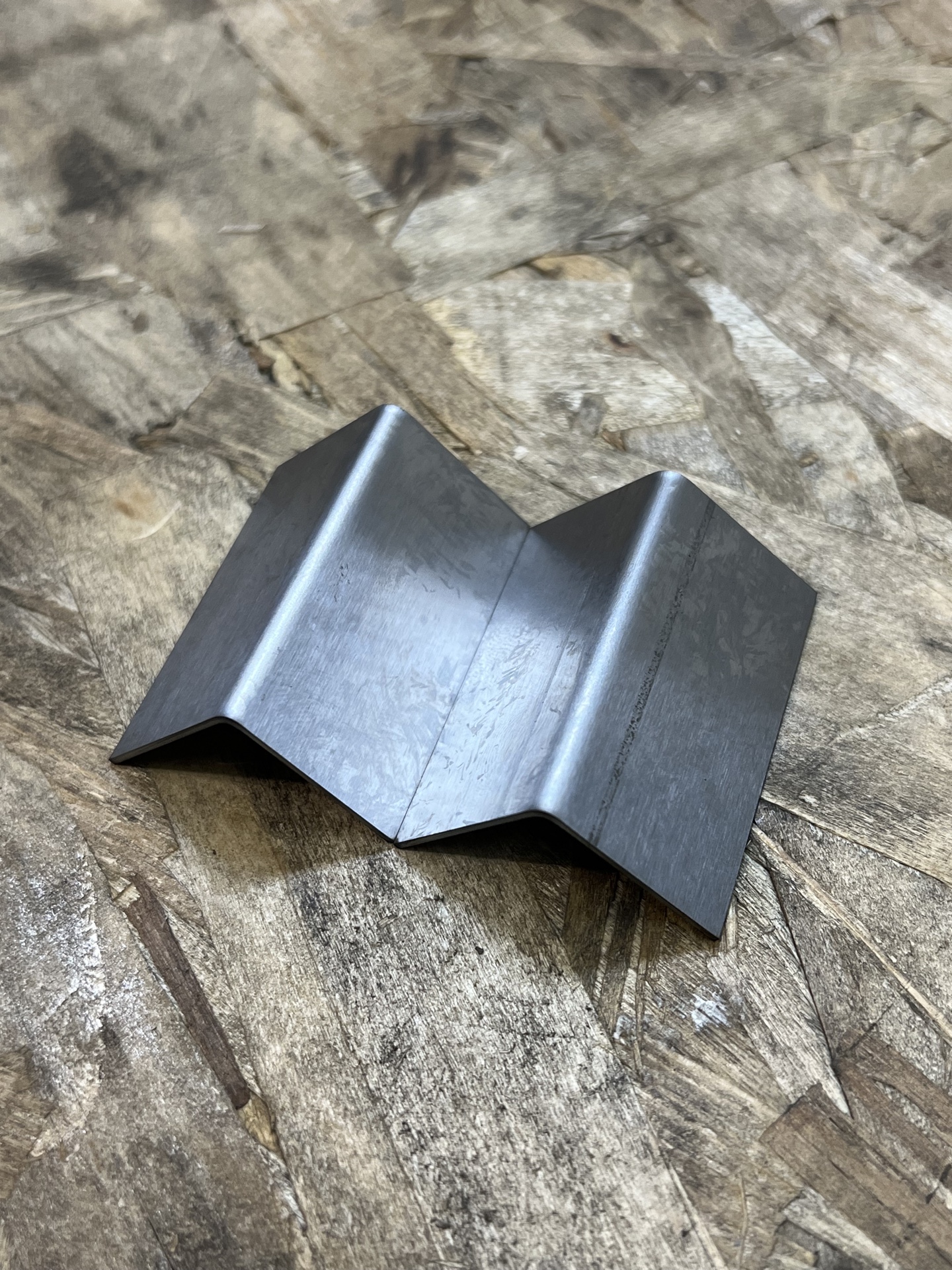
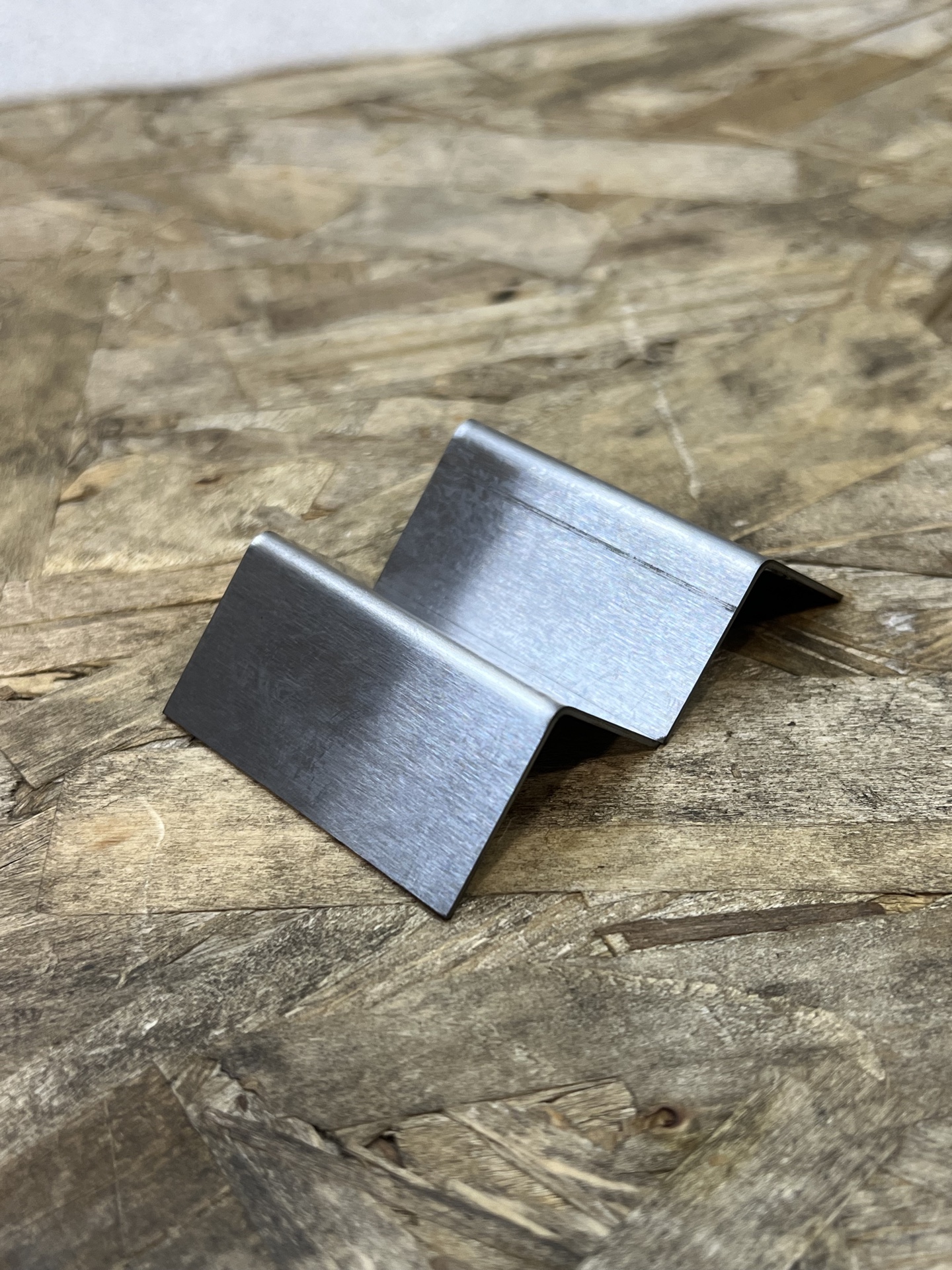
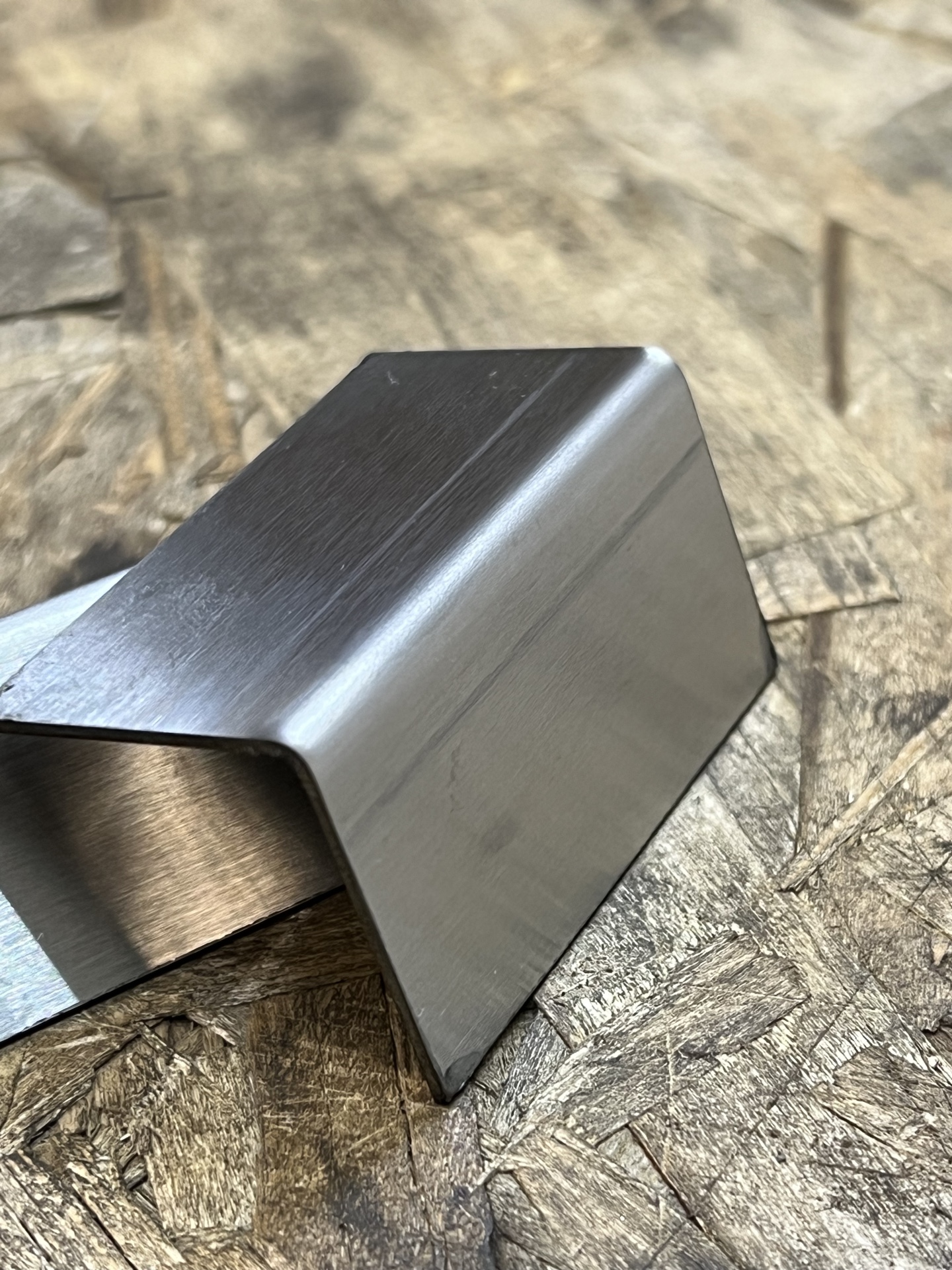
Преимущества внедрения полиуретановой ленты в техпроцесс
- Идеальное визуальное качество «из-под ножа»: Полное отсутствие следов вдавливания, царапин и изменения текстуры (матовости/глянца) металла на лицевых поверхностях.
- Исключение финишных операций: Отпадает необходимость в последующей зачистке, шлифовке, полировке или повторном окрашивании поврежденных участков. Это экономит нормо-часы, снижает расход абразивов и общую трудоемкость.
- Защита инструментальной оснастки: Лента предотвращает прямой износ кромок дорогостоящих матриц, защищает их от налипания окалины, цинка или алюминиевой стружки.
- Универсальность и экономичность: Одно полотно может использоваться на матрицах с различным раскрытием (V-канавками). Стоимость погонного метра ленты несопоставима со стоимостью бракованной детали из дорогостоящего сплава.
Совместно с полиуретановой лентой мы рекомендуем использовать специальные механические зажимы держатели, о которых мы писали в статье – Защита поверхности при гибке: держатели полиуретановой ленты
Практические рекомендации по эксплуатации
Чтобы добиться максимального ресурса ленты и стабильной точности гибки, необходимо соблюдать ряд технических правил:
1. Компенсация толщины в ЧПУ
Поскольку между матрицей и заготовкой появляется дополнительный слой материала, глубина погружения пуансона (ось Y) изменится. При использовании, например, ленты толщиной 0.5 мм, необходимо внести соответствующую корректировку в параметры инструмента или технологический припуск угла в стойке ЧПУ пресса, иначе угол получится недогнутым.
2. Фиксация ленты
Лента должна быть надежно натянута и закреплена на гибочной балке или самой матрице во избежание ее смещения и затягивания внутрь ручья. Для этого используются:
- Специализированные зажимы (держатели ПУ ленты), фиксируемые на боковых гранях матрицы.
- Армированный скотч или струбцины (для штучного или мелкосерийного производства).
3. Контроль радиусов матрицы
Не рекомендуется использовать полиуретановую ленту на матрицах с чрезмерно острыми, изношенными или поврежденными (с зазубринами) рабочими кромками. Острый край под высоким тоннажем пресса сработает как лезвие и быстро разрежет ленту. Оптимально, если радиус раскрытия матрицы (R) адаптирован под толщину сгибаемого листа.
4. Ресурс и ротация
Средний ресурс качественной полиуретановой ленты составляет от нескольких сотен до нескольких тысяч гибов на одном участке (в зависимости от толщины металла, остроты пуансона и давления). Для продления срока службы ленту можно циклически сдвигать вдоль оси матрицы, распределяя износ равномерно по всей длине полотна.
Области применения
Технология незаменима в следующих отраслях:
- Производство премиальной дизайнерской мебели из алюминия и нержавеющей стали.
- Изготовление элементов фасадного остекления, кассет, лифтовых кабин и эскалаторов.
- Пищевое и химическое машиностроение (где к чистоте поверхности предъявляются строгие санитарные требования).
- Изготовление корпусных деталей электроники, медицинского оборудования и банковских терминалов.
Заключение
Применение полиуретановой защитной ленты — это простой, но высокоэффективный шаг к культуре чистого производства. Внедрение этого элемента в технологический цикл гибки позволяет предприятиям выйти на качественно новый уровень выполнения заказов, полностью ликвидировать технологический брак по дефектам поверхности и существенно сократить затраты на финишную обработку деталей.
Для подбора оптимальной толщины и твердости полотна под конкретные производственные задачи всегда следует исходить из параметров обрабатываемого диапазона толщин и используемой инструментальной оснастки.
Для консультации по подбору инструмента и использованию ПУ ленты свяжитесь с нашим техническим отделом.
Галерея






Комментарии