







Радиусная гибка листового металла на полиуретановых матрицах: технология, преимущества и особенности процесса
В современном машиностроении, приборостроении и архитектурном дизайне все чаще возникает необходимость изготовления деталей из листового металла с плавными контурами и большими радиусами гиба. Традиционная гибка в жестких стальных V-образных матрицах для этих целей малоэффективна: она оставляет следы вдавливания, требует огромного парка дорогостоящего спец-инструмента под каждый радиус и часто приводит к дефектам поверхности.
Решением этой задачи выступает радиусная гибка с использованием матриц с полиуретановыми (ПУ) вставками. Данная технология сочетает в себе принципы классической штамповки и эластичного формообразования, обеспечивая идеальное качество деталей.
1. Суть технологии и механика процесса
Процесс радиусной гибки на ПУ-матрице принципиально отличается от стандартного метода «воздушной» или «калибровочной» гибки.
Инструментальная оснастка состоит из двух ключевых элементов:
- Пуансон (верхний инструмент): Изготавливается из стали и имеет цилиндрическую (радиусную) форму рабочей части. Именно радиус пуансона задает внутренний радиус готового изделия. Как правило, используются держатели радиусных вставок и радиусные вставки.
- Матрица (нижний инструмент): Представляет собой жесткий стальной короб-держатель (базу), внутри которого размещен блок (вставка) из специального высокоэластичного полиуретана.
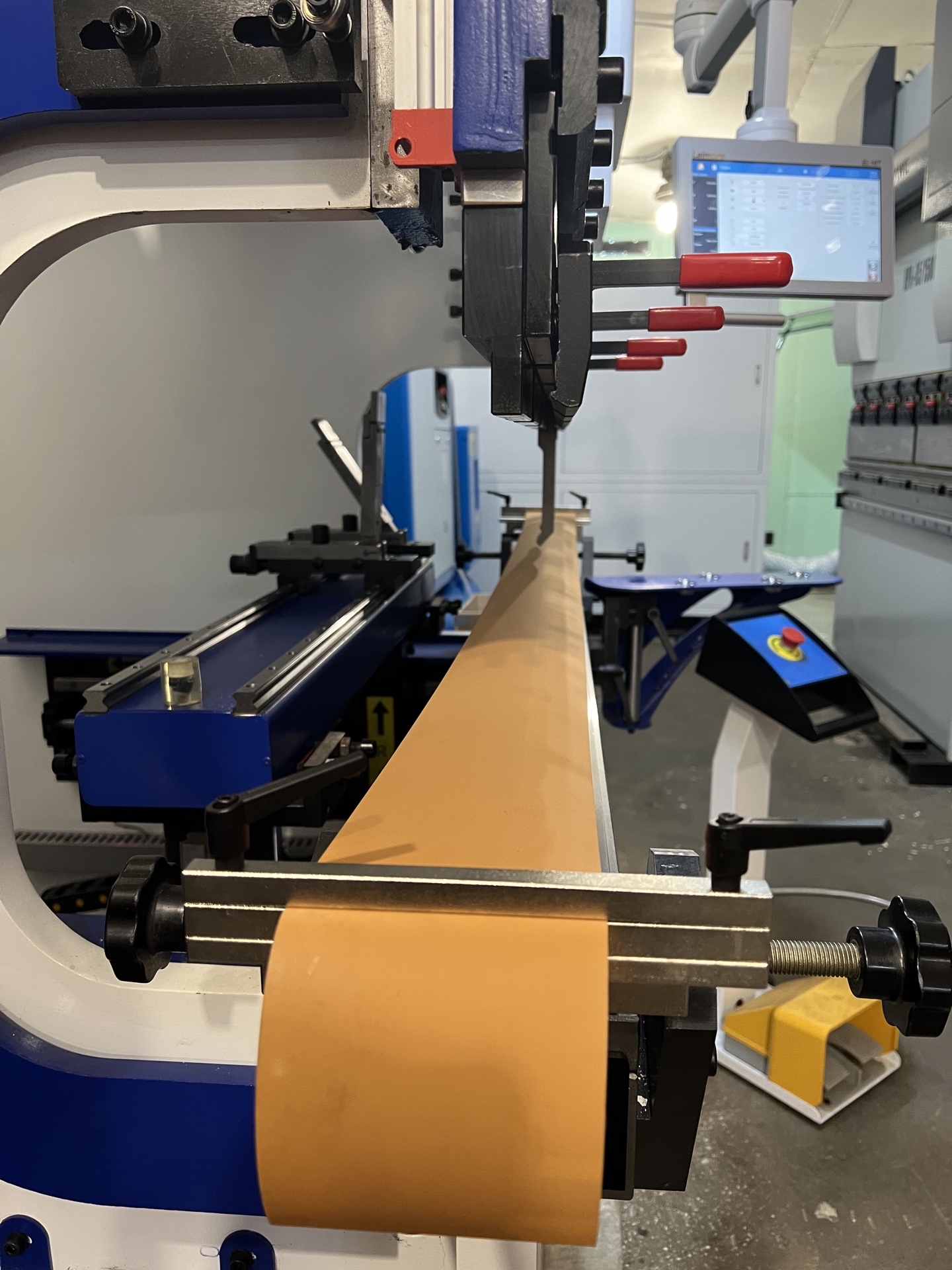
Механика деформации:
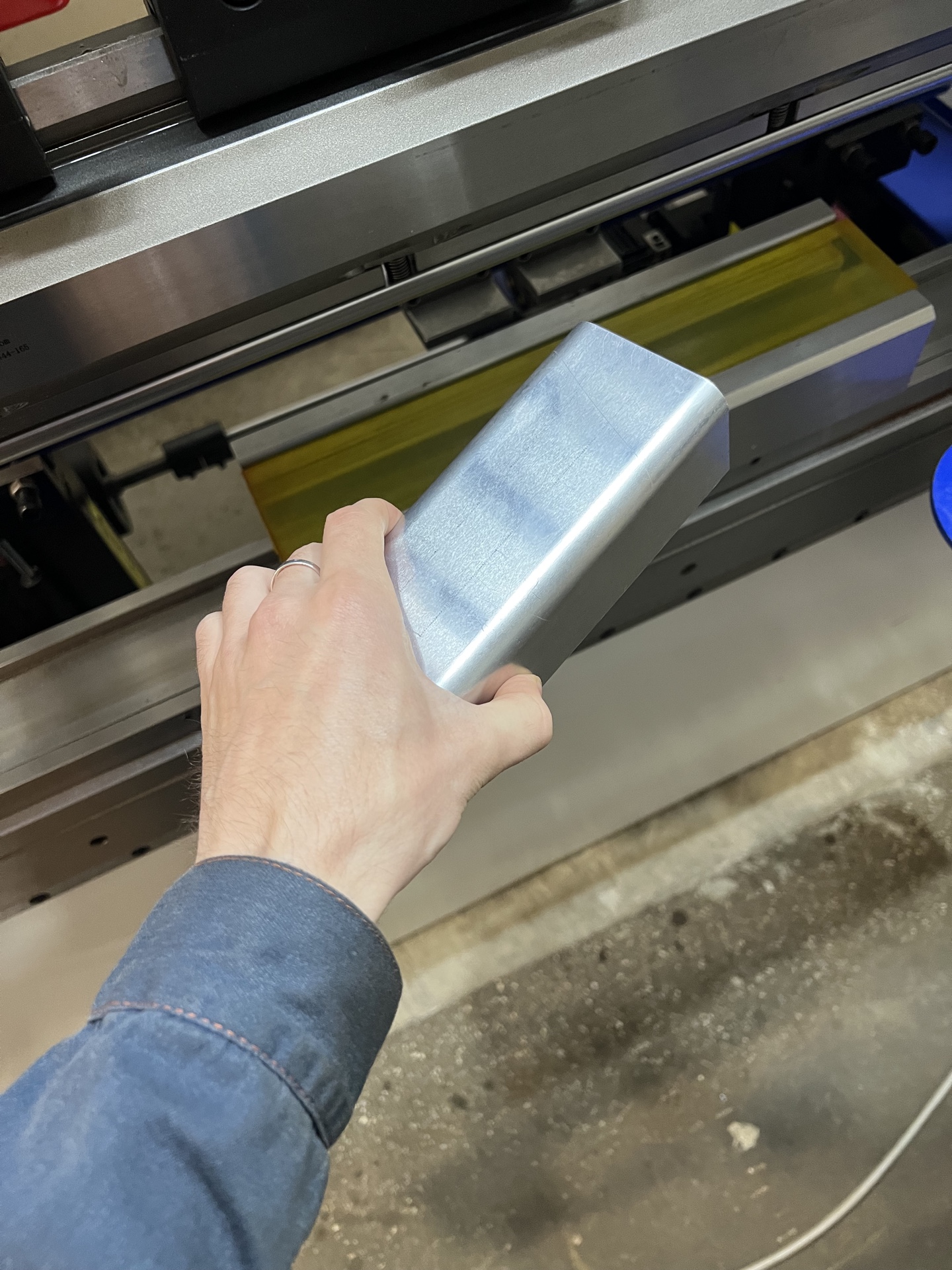
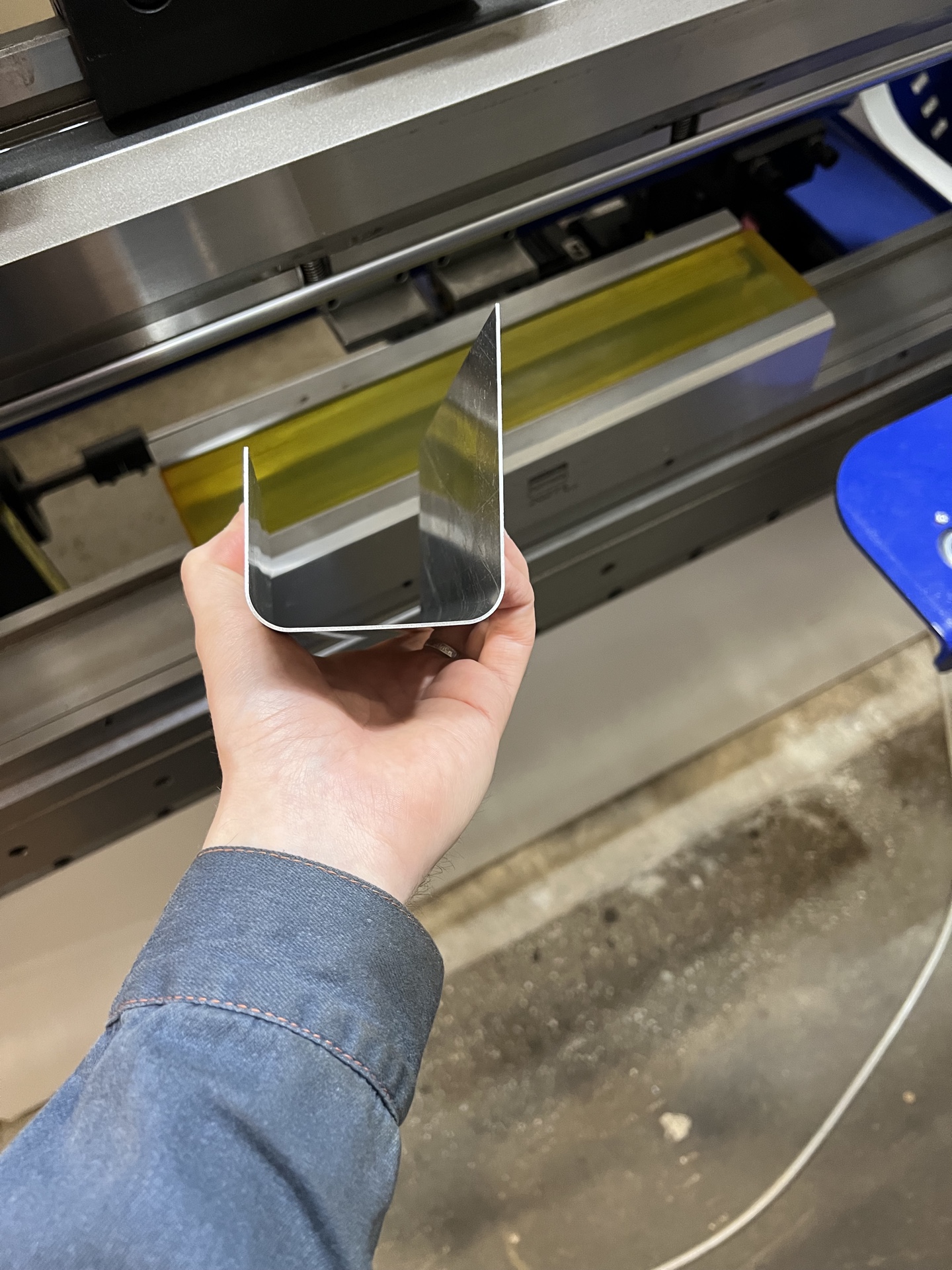
При движении пуансона вниз, листовой металл укладывается на плоскую поверхность полиуретановой вставки. По мере внедрения пуансона, полиуретан начинает вести себя как «густая жидкость» — он практически не сжимается в объеме, а вытесняется, плотно обжимая заготовку вокруг радиусного пуансона. За счет создаваемого гидростатического давления полиуретан равномерно распределяет усилие прижима по всей площади контакта, принуждая металл в точности повторить контур пуансона. После снятия нагрузки эластичная вставка полностью восстанавливает свою первоначальную геометрию.
2. Технические преимущества метода
Использование полиуретановых матриц дает ряд неоспоримых технологических преимуществ перед классическим металлическим инструментом.
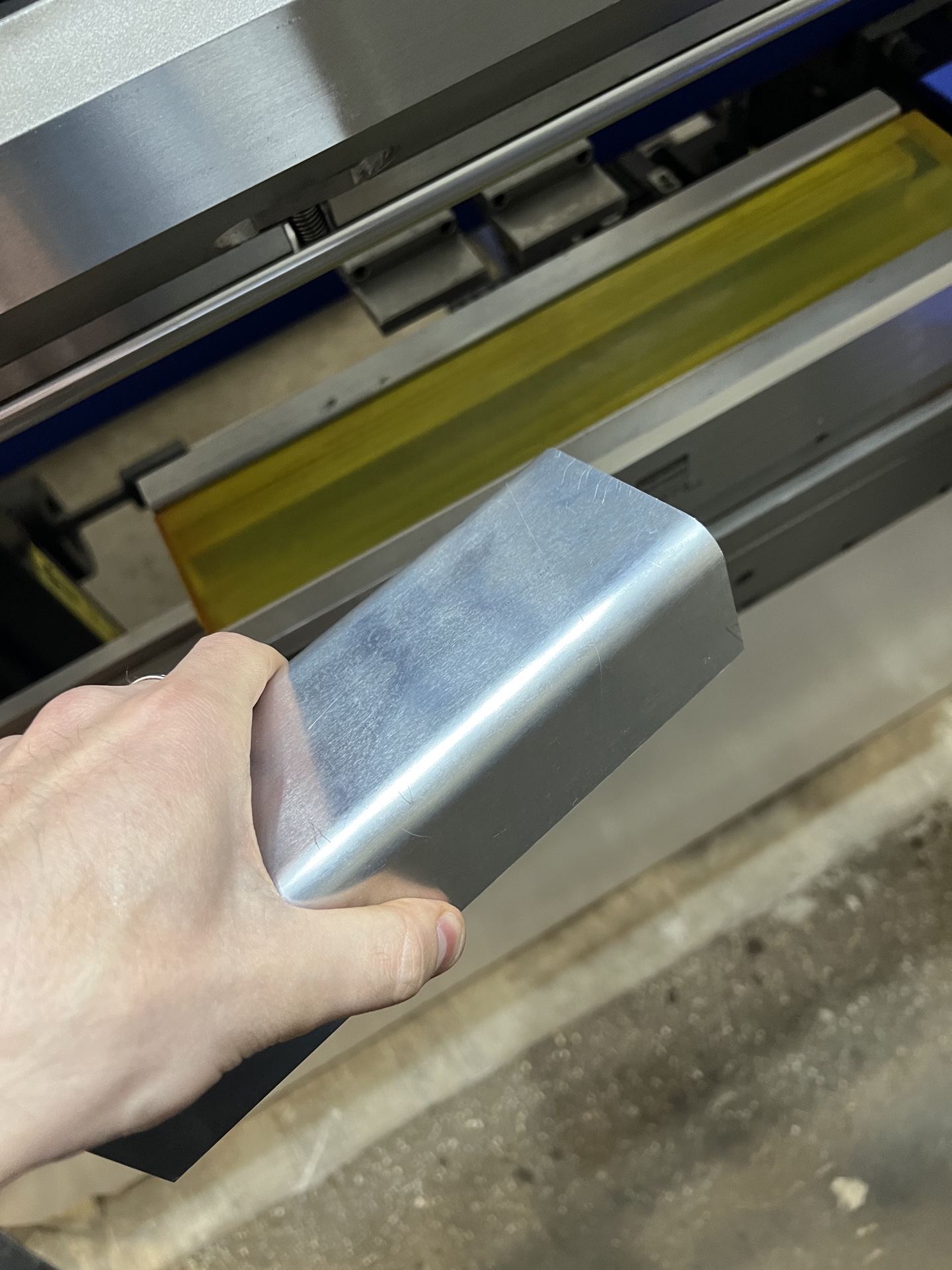
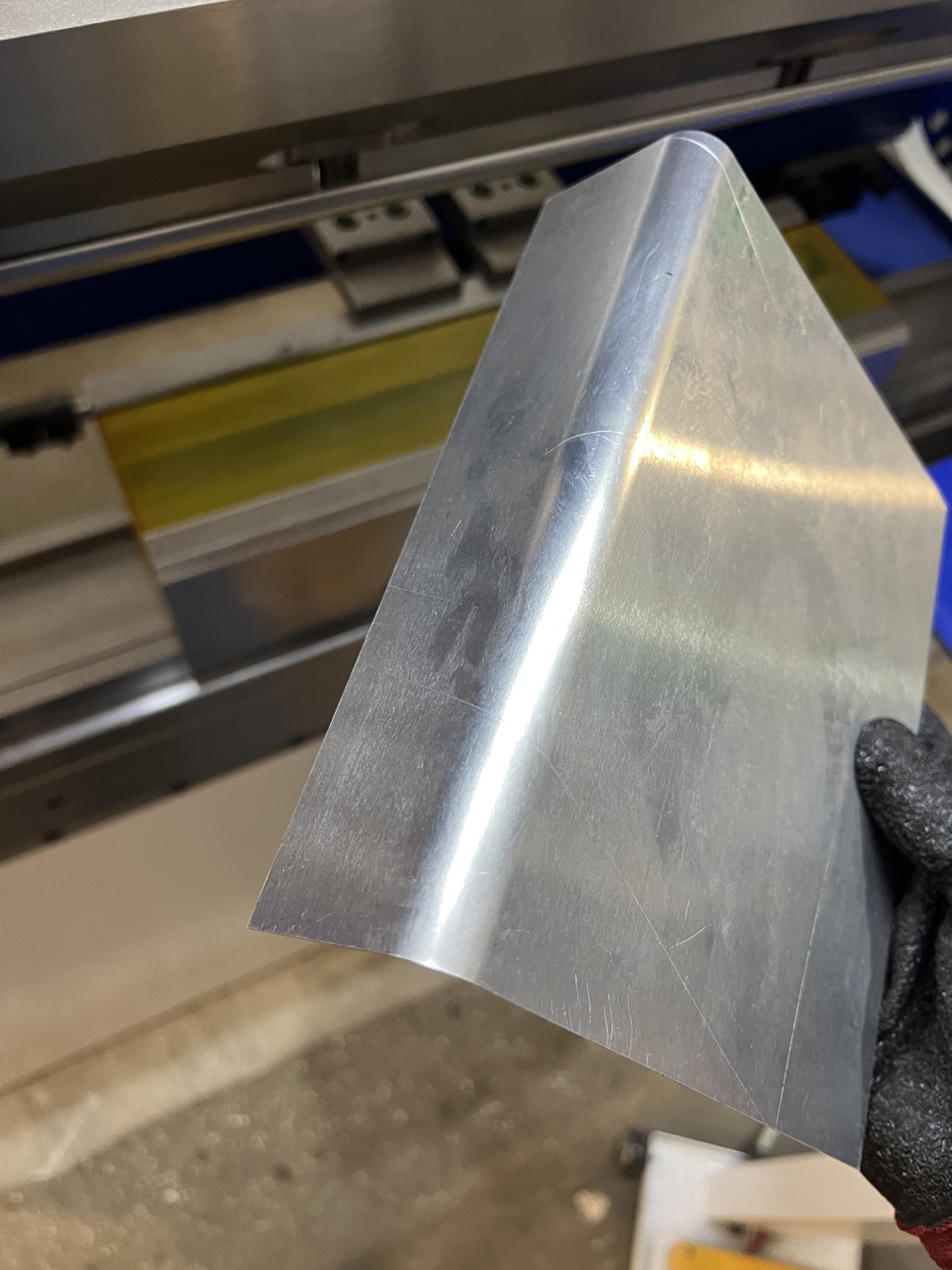
А. Идеальное качество поверхности (гибка без следов)
При стандартной гибке в стальной матрице на заготовке неизбежно остаются две параллельные полосы (следы трения о кромки матрицы). При работе с полиуретаном трение скольжения заменяется эластичным обжатием. Это критически важно для:
- Деталей с полимерным или порошковым окрашиванием;
- Зеркальной и шлифованной нержавеющей стали;
- Алюминия и заготовок с защитной пленкой;
- Оцинкованной стали (сохраняется целостность защитного цинкового слоя).
Б. Универсальность оснастки и экономия
В традиционной гибке для изменения радиуса или толщины металла часто требуется замена как пуансона, так и матрицы (подбор правильного раскрытия V). В случае с ПУ-матрицей нижний инструмент остается неизменным. Для получения другого радиуса достаточно заменить только верхний пуансон. Одна и та же полиуретановая вставка позволяет работать с широким диапазоном толщин металлов и различными радиусами.
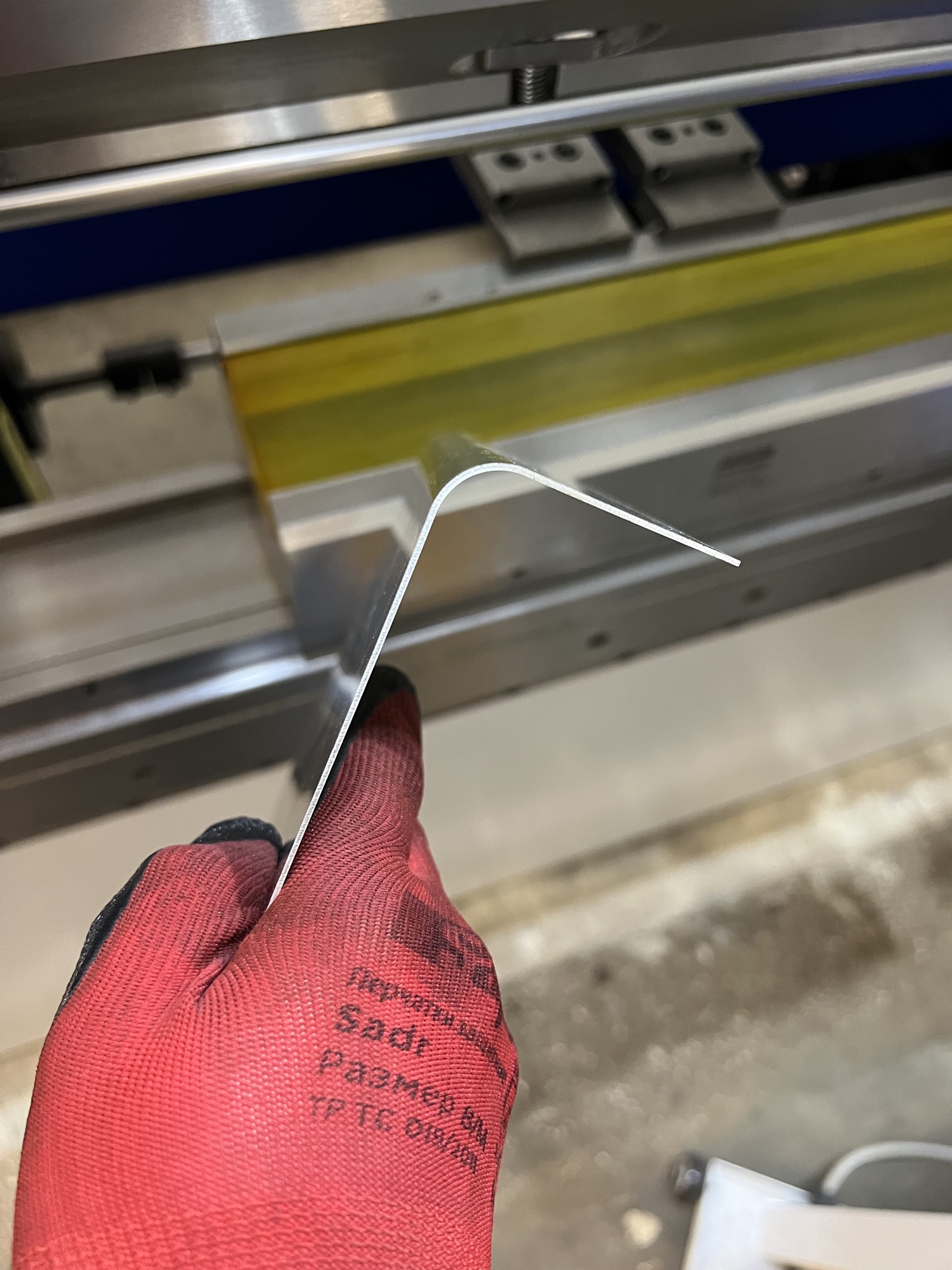
В. Минимизация эффекта пружинения (Springback)
При радиусной гибке эластичная матрица создает противодавление, действующее на металл снизу и с боков. Это обеспечивает более глубокую пластическую деформацию в зоне гиба по сравнению с воздушной гибкой. Как результат — существенно снижается угол пружинения металла после подъема пуансона, что повышает точность угла и геометрии детали.
Г. Возможность гибки сложных и перфорированных заготовок
Полиуретан позволяет успешно гнуть листы с перфорацией, отверстиями или пазами, расположенными близко к линии гиба, без их критического искажения и деформации, так как металл поддерживается по всей площади.
3. Выбор марки полиуретана и параметры оснастки
Полиуретан для листообрабатывающей промышленности — это не просто конструкционный пластик, а высокотехнологичный эластомер. Его ключевые характеристики:
- Твердость по Шору (шкала А): Для гибки листового металла чаще всего применяются вставки с твердостью от 80 до 95 Shore A.
- Мягкие полиуретаны (80–85 Shore A) лучше облегают пуансоны больших радиусов и подходят для тонких металлов.
- Жесткие полиуретаны (90–95 Shore A) требуют больших усилий пресса, но позволяют работать с более толстым листом и обеспечивают более четкую проработку профиля.
- Износостойкость и долговечность: Высококачественные импортные и отечественные ПУ-эластомеры выдерживают до нескольких десятков (а при правильных режимах — сотен) тысяч циклов нагружения без остаточной деформации и разрушения.
4. Ограничения и особенности проектирования процесса
Несмотря на очевидные плюсы, технология требует грамотного инженерного расчета:
- Повышенное усилие гибки: Так как пуансону необходимо деформировать не только металл, но и преодолевать сопротивление упругого полиуретана, требуемое усилие листогибочного пресса (в тоннах на метр) может возрастать в 1,5–2 раза по сравнению с воздушной гибкой.
- Ограничение по толщине листа: Метод наиболее эффективен для тонкого и среднего листового проката (обычно до 3.0–4.0 мм). Для гибки толстых плит требуются полиуретановые блоки огромных размеров и прессы сверхвысокой мощности.
- Свободный объем в коробе: Конструкция стальной матрицы-держателя должна предусматривать зоны для «вытеснения» полиуретана (технологические зазоры или каналы), иначе из-за несжимаемости материала оснастка или пресс могут быть повреждены.
Заключение
Радиусная гибка на матрицах с полиуретановыми вставками — это высокоэффективный индустриальный метод, незаменимый в тех случаях, когда к внешнему виду и точности радиусных деталей предъявляются повышенные требования. Интеграция этой технологии в производство позволяет отказаться от закупки дорогостоящих комплектов металлических радиусных матриц, полностью исключить брак, связанный с повреждением лицевой поверхности изделий, и расширить технологические возможности предприятия.
Для успешного внедрения процесса рекомендуется проводить предварительный расчет усилий пресса и подбор твердости эластомера исходя из конкретного технического задания, марки сплава и толщины обрабатываемого листа.
Для консультации по подбору инструмента и расчета геометрии свяжитесь с нашим техническим отделом.
Галерея


.png)


Комментарии