







Изготовление шарнирных петель (круглой петли, завитка) из листового металла — одна из самых сложных задач в области холодной листовой штамповки и гибки.
Изготовление петель из листового металла на гибочном прессе
Традиционно такие детали изготавливаются на специальных многоползунковых автоматах или методом штамповки. Однако при мелко- и среднесерийном производстве наиболее экономически эффективным решением является использование специального комплекта инструмента для листогибочного пресса.
В этой статье мы подробно разберем технологический процесс гибки петли диаметром 6мм из конструкционной стали Ст3 толщиной 2 мм, успешно реализованный на нашем производстве.
1. Конструкция и характеристики инструмента
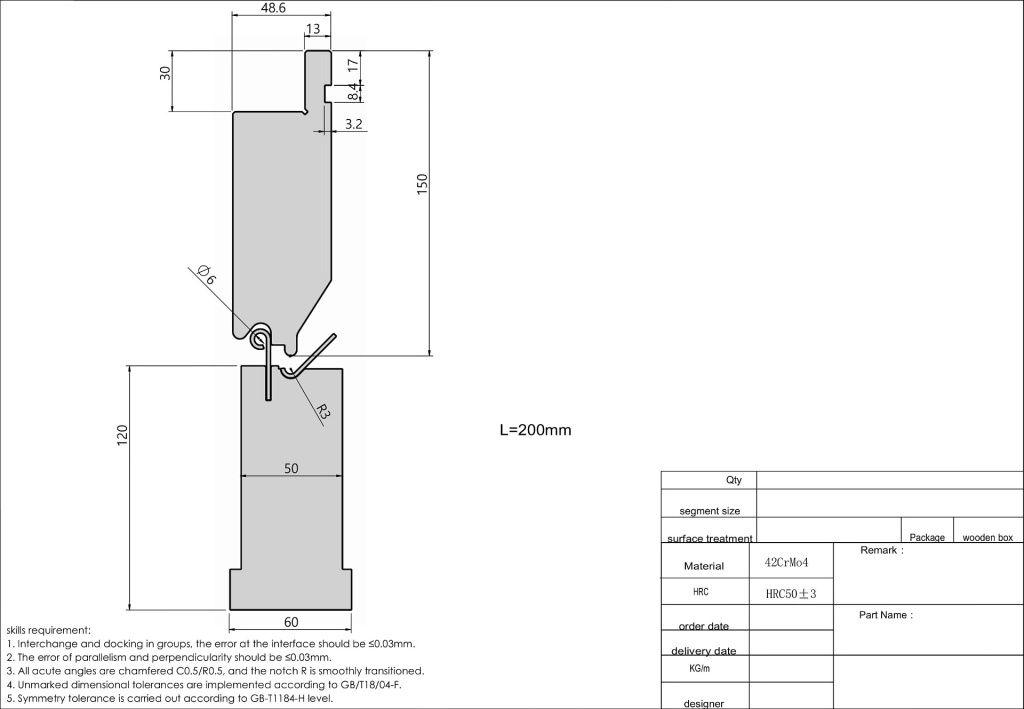
Для формирования правильного радиуса и обеспечения соосности петли применяется специализированный комплект «пуансон-матрица»:- Материал инструмента: Высокопрочная конструкционная сталь 42CrMo4.
- Твердость рабочих поверхностей: HRC 50-53, обеспечиваемая методом объемной закалки с последующим отпуском и лазерным упрочнением рабочих зон для защиты от износа.
- Высота пуансона: 150мм
- Высота матрицы: 120мм (ширина основания 60мм, рабочая ширина 50мм)
- Технические требования к оснастке: Прецизионная точность изготовления. Погрешность стыковки наборных секций, а также допуски параллельности и перпендикулярности рабочих поверхностей не превышают 0.03мм}. Все острые углы имеют скругления R0.5мм для предотвращения концентрации напряжений и повреждения заготовки.
2. Пошаговый технологический процесс гибки
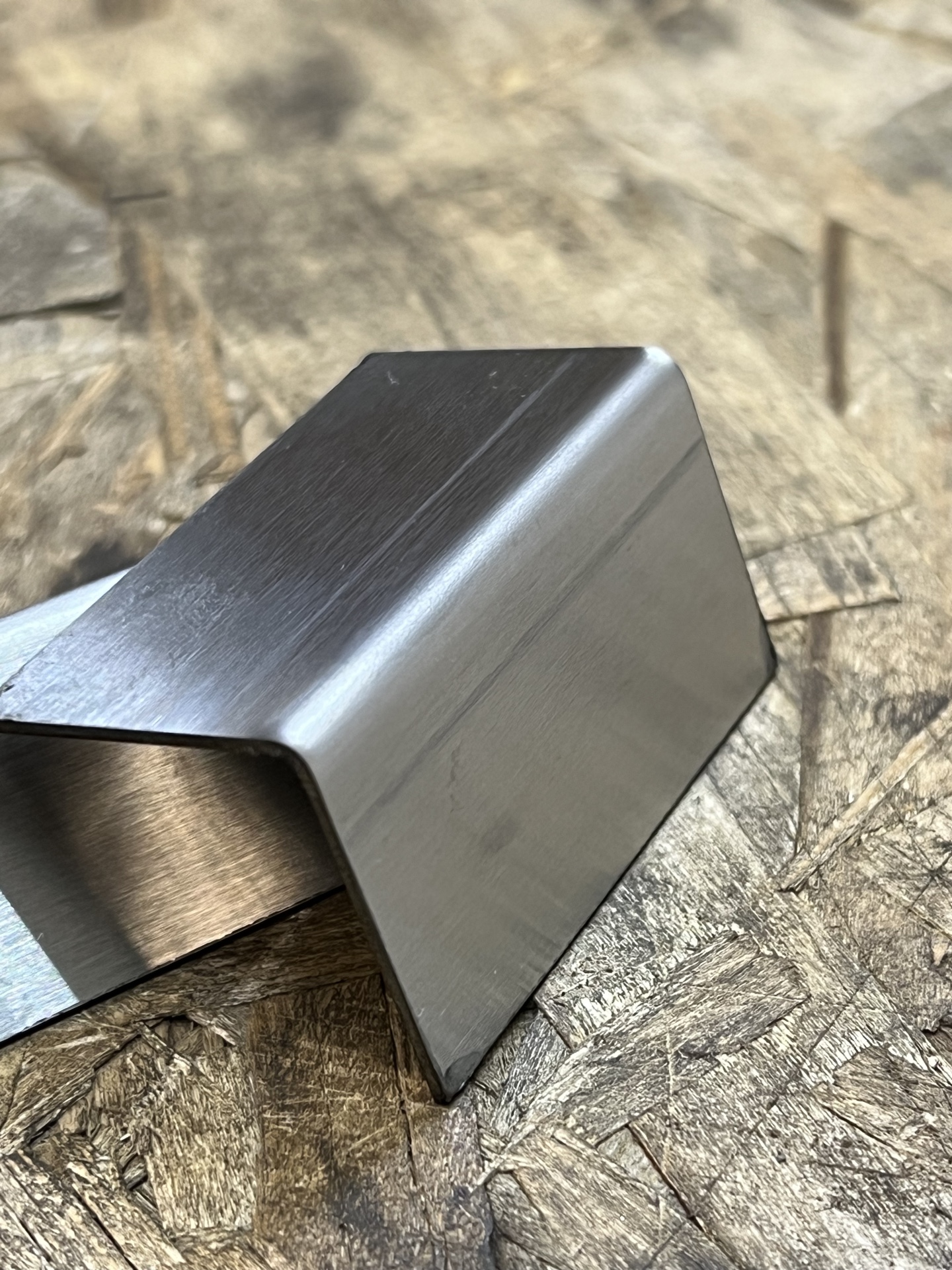
Формирование петли диаметром 6 мм из стали Ст3 толщиной 2 мм происходит за два основных перехода (операции) на одном комплекте инструмента.
Шаг 1: Подготовка заготовки (Раскрой)
На лазерном или координатно-пробивном станке вырезается плоская развертка. Важно точно рассчитать длину заготовки с учетом коэффициента удлинения металла (K-фактор) при формировании цилиндрической поверхности. В нашем случае длина развертки составляем 50мм.
Шаг 2: Первый этап — Предварительный гиб (Подгибка кромки)
- Суть процесса: Прямой край листовой заготовки позиционируется по специальной выемке, которая находится на матрице. То есть в данном случае позиционирование идет не по задним упорам станка. Позиционирование по этой выемке позволяет получить правильный подгиб для дальнейшего окончательного формования петли.
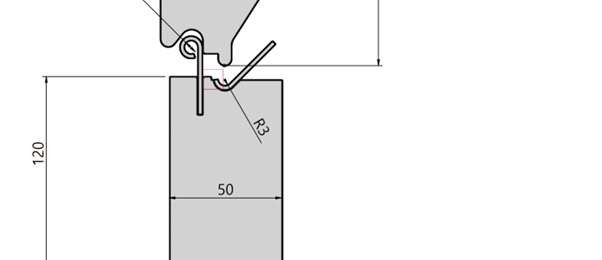
- Формирование: При опускании пуансона край листа упирается в специальный радиусный ручей матрицы (R3). Происходит предварительная подгибка кромки (формирование «крючка» или заходного радиуса).
- Результат: Заготовке задается правильное направление для последующего сворачивания. Без этого этапа металл при прямой формовке начнет сминаться.
Шаг 3: Второй этап— Окончательная формовка (Завивка петли)
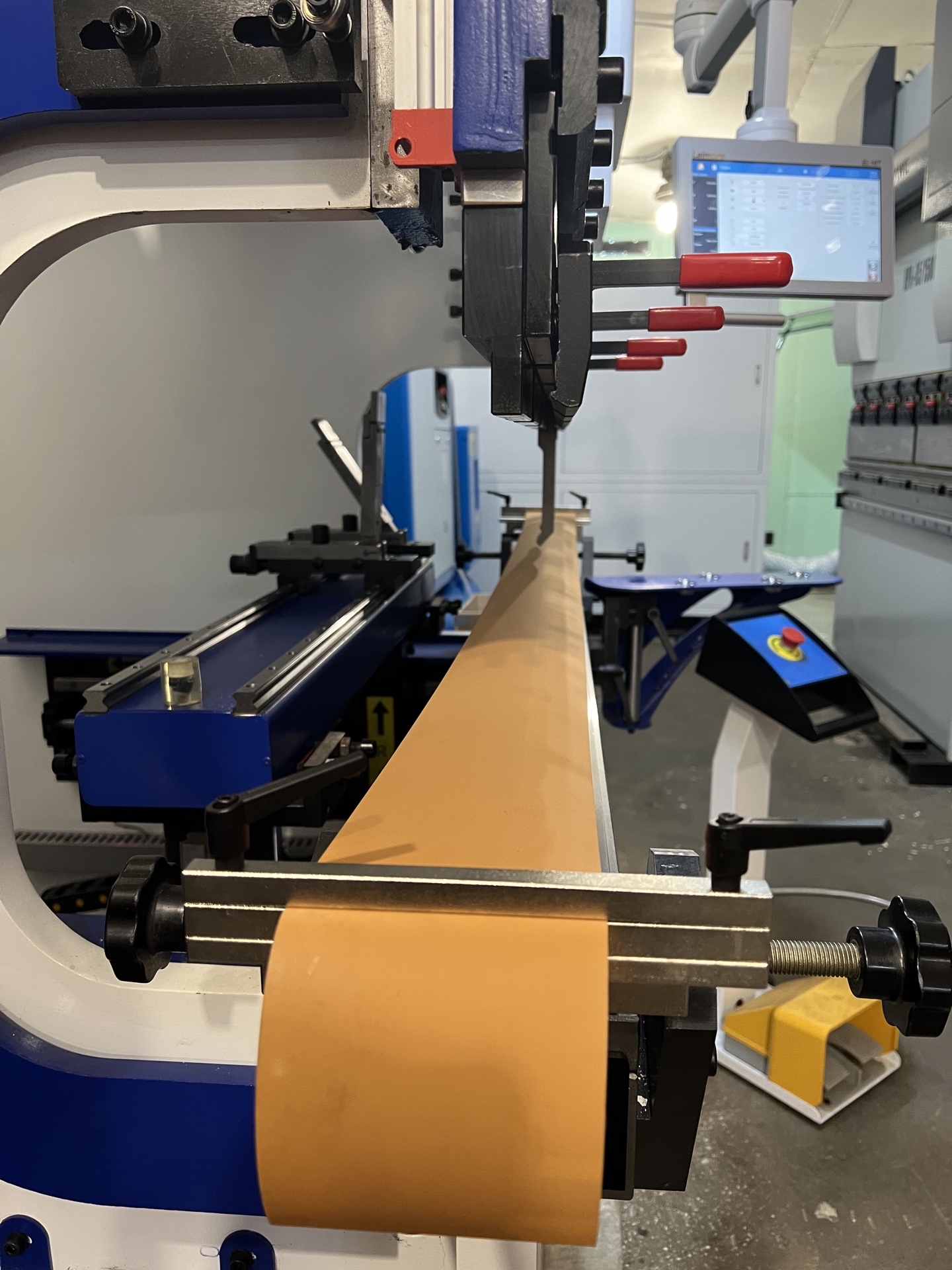
- Суть процесса: Предварительно подогнутая деталь переворачивается и устанавливается вертикально в основную рабочую зону инструмента.
- Формирование: Пуансон скользит по телу заготовки. Внутренний полукруглый ручей пуансона диаметром 6мм начинает плавно закручивать подготовленный «крючок» внутрь, формируя идеальную окружность.
- Особенность: Листовая сталь Ст3 обладает оптимальной пластичностью (относительным удлинением), что позволяет свернуть петлю без растрескивания наружного слоя.

Практические рекомендации для операторов ЧПУ
- Контроль пружинения металла: Конструкционная сталь Ст3 имеет свойство упругого возврата (пружинения). Формообразующий инструмент спроектирован с учетом этого фактора, однако глубина погружения пуансона (Y-ось) должна настраиваться с точностью до сотых долей миллиметра.
- Смазка: При формовке петли происходит интенсивное трение скольжения металла заготовки о матрицу и пуансон. Обязательно используйте технологическую смазку (мы использовали WD-40). Это снизит нагрузку на гибочный пресс, защитит инструмент от налипания микрочастиц стали и обеспечит идеальную гладкость петли.
- Соосность инструмента: Перед началом работы убедитесь в идеальной центровке пуансона и матрицы. Смещение осей приведет к деформации петли (она станет овальной или сместится относительно плоскости листа).
Преимущества изготовления петель на листогибе
- Экономия на оборудовании: Не нужно покупать дорогостоящие штампы и выделять под них отдельный кривошипный пресс. Весь цикл выполняется на стандартном листогибе.
- Высокая повторяемость: Благодаря использованию ЧПУ-пресса и прецизионного инструмента, каждая петля получается идентичной, что критично для последующей сборки изделий (дверей, шкафов, корпусов).
- Качество поверхности: Плавные радиусы переходов инструмента исключают появление глубоких царапин и задиров на детали.
Для консультации по подбору инструмента и расчета разверток петель свяжитесь с нашим техническим отделом.


.png)

Комментарии