






Гибка полностью закрытых профилей с использованием пуансонов с «окном»
В современном машиностроении, строительстве и производстве мебели детали в виде замкнутых коробчатых или прямоугольных профилей пользуются огромным спросом.
Традиционно изготовление таких элементов требует либо использования готовых электросварных труб, либо проведения гибки на стандартных пуансонах с последующей сложной сваркой стыков. Однако существует более эффективная и точная технология — гибка на листогибочном прессе с использованием специализированных пуансонов с «окном» (проемом).
Этот метод позволяет формировать полностью закрытые профили из одного листа металла за один непрерывный цикл, минимизируя ручной труд и исключая деформацию заготовки.
Проблема стандартного инструмента
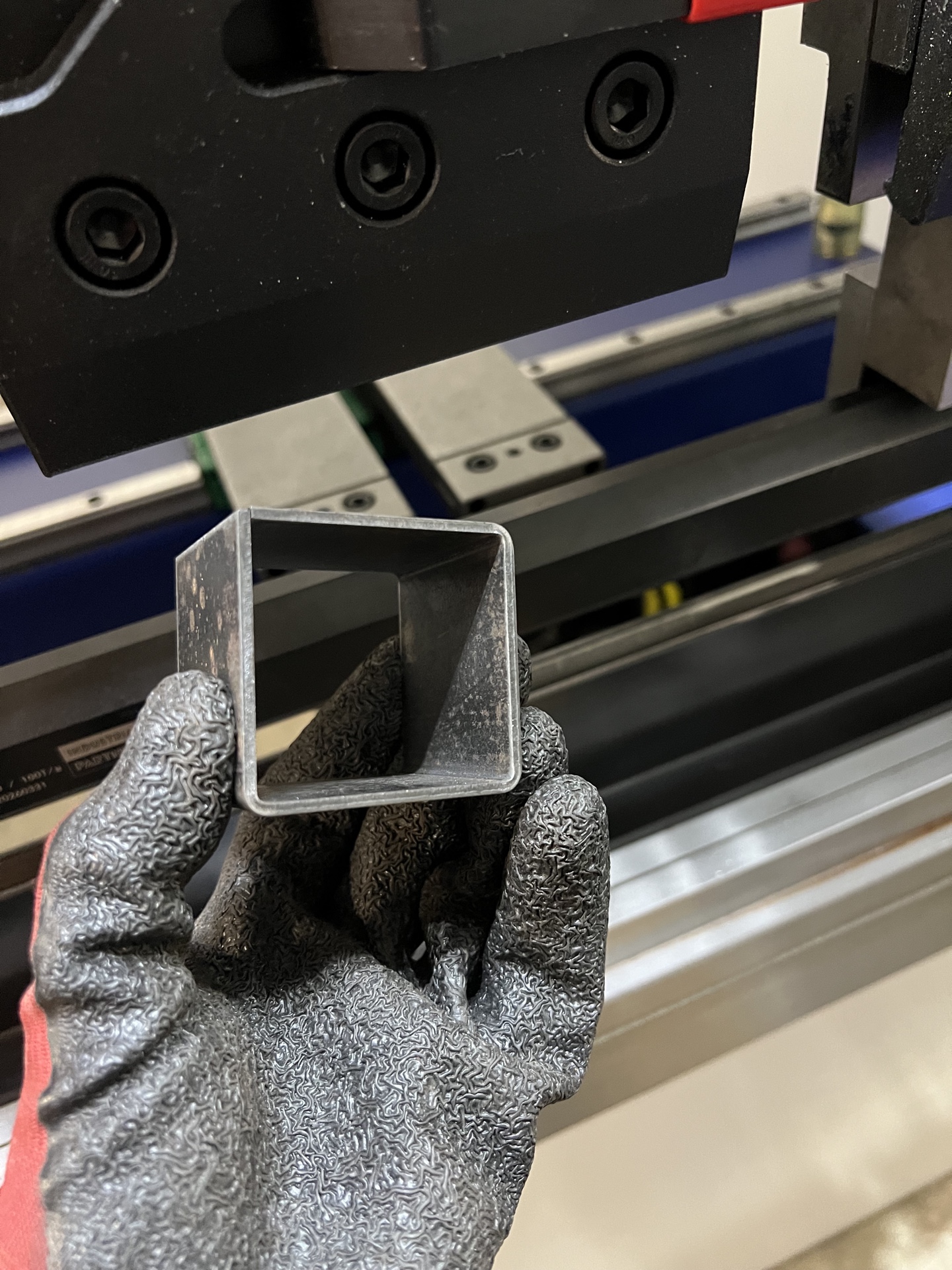
При попытке согнуть четырехгранный закрытый профиль на стандартном пуансоне технолог сталкивается с геометрическим ограничением: на финальном (четвертом) гибе заготовка замыкается вокруг тела инструмента. Снять готовую деталь сплошного пуансона становится невозможно, поскольку металл блокирует его.
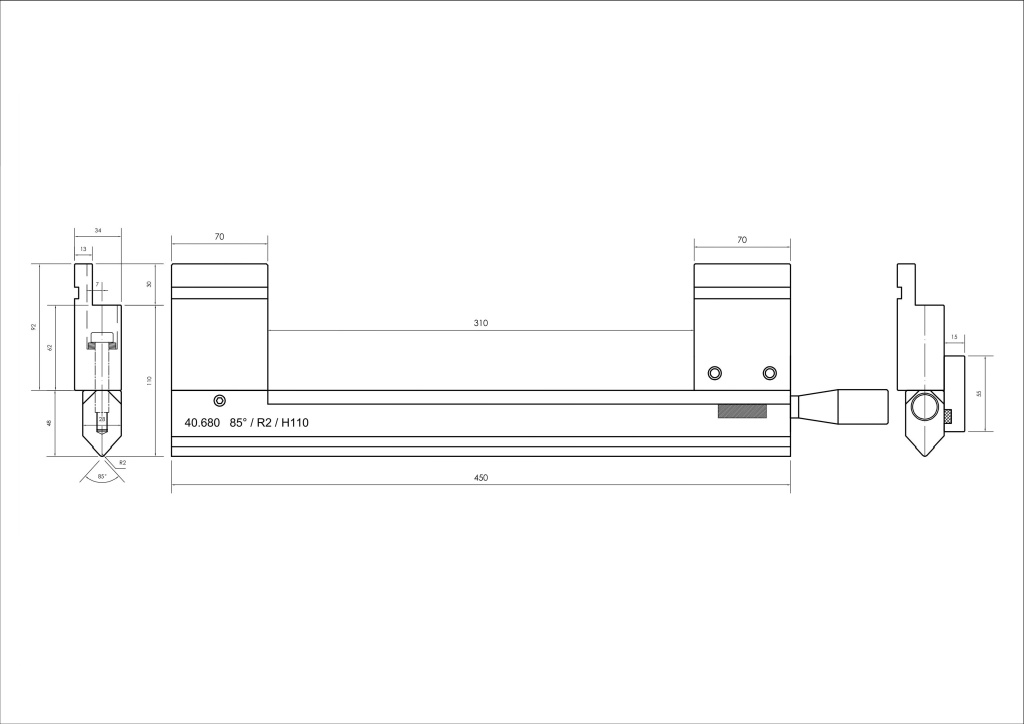
Чтобы обойти это ограничение, используют пуансоны со специальным сквозным вырезом — «окном».
Пошаговый процесс гибки закрытого профиля
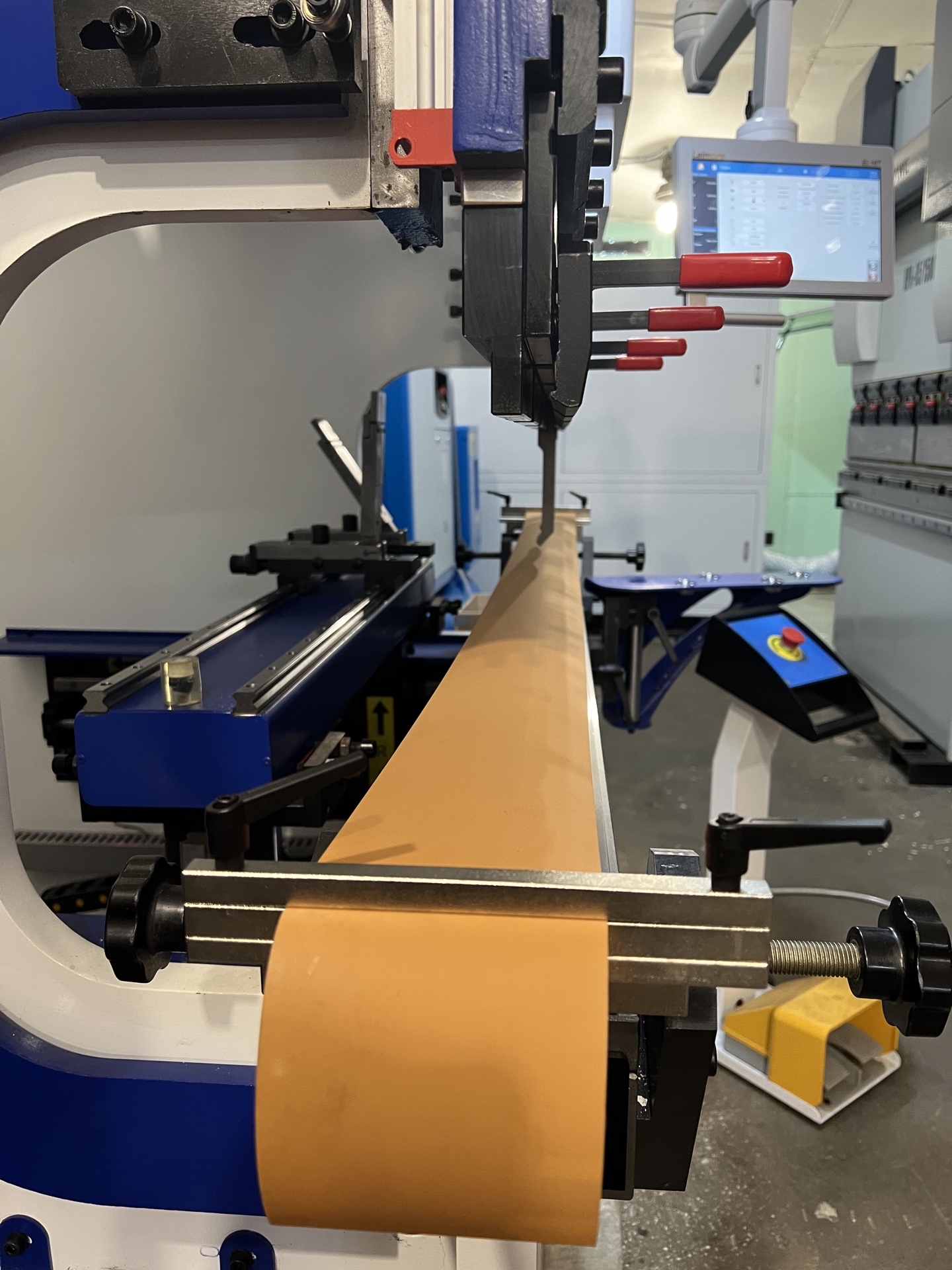
Процесс изготовления детали квадратного или прямоугольного сечения на листогибочном прессе с ЧПУ состоит из четырех последовательных технологических переходов. В качестве примера рассмотрим формирование короба.
Этап 1: Формирование первой полки
Листовая заготовка (развертка) позиционируется по задним упорам станка. Пуансон опускается в матрицу, совершая первый гиб под углом 90 градусов. На данном этапе профиль имеет L-образную форму.
Этап 2: Второй гиб (U-образный профиль)
Заготовка переворачивается или продвигается дальше. Производится второй гиб. Металл приобретает П-образную (U-образную) форму. Свободные края заготовки теперь направлены вверх, охватывая нижнюю часть пуансона.
Этап 3: Предварительное замыкание контура
Третий ход пресса загибает одну из верхних полок внутрь. Заготовка начинает превращаться в замкнутый контур. На этом этапе стандартный инструмент уже начал бы испытывать трудности с извлечением детали, но благодаря геометрии пуансона процесс проходит беспрепятственно.
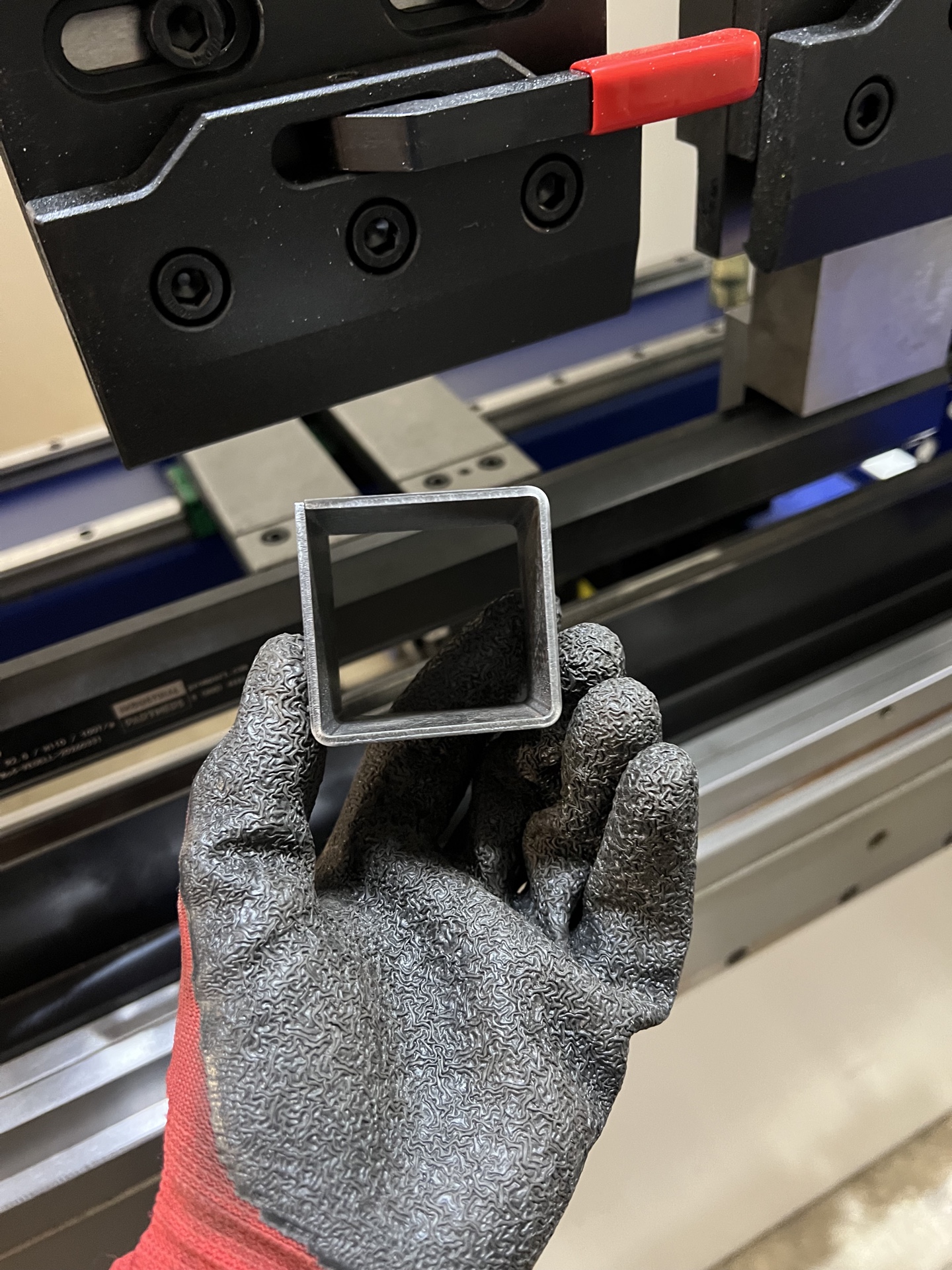
Этап 4: Финальный гиб и использование «окна»
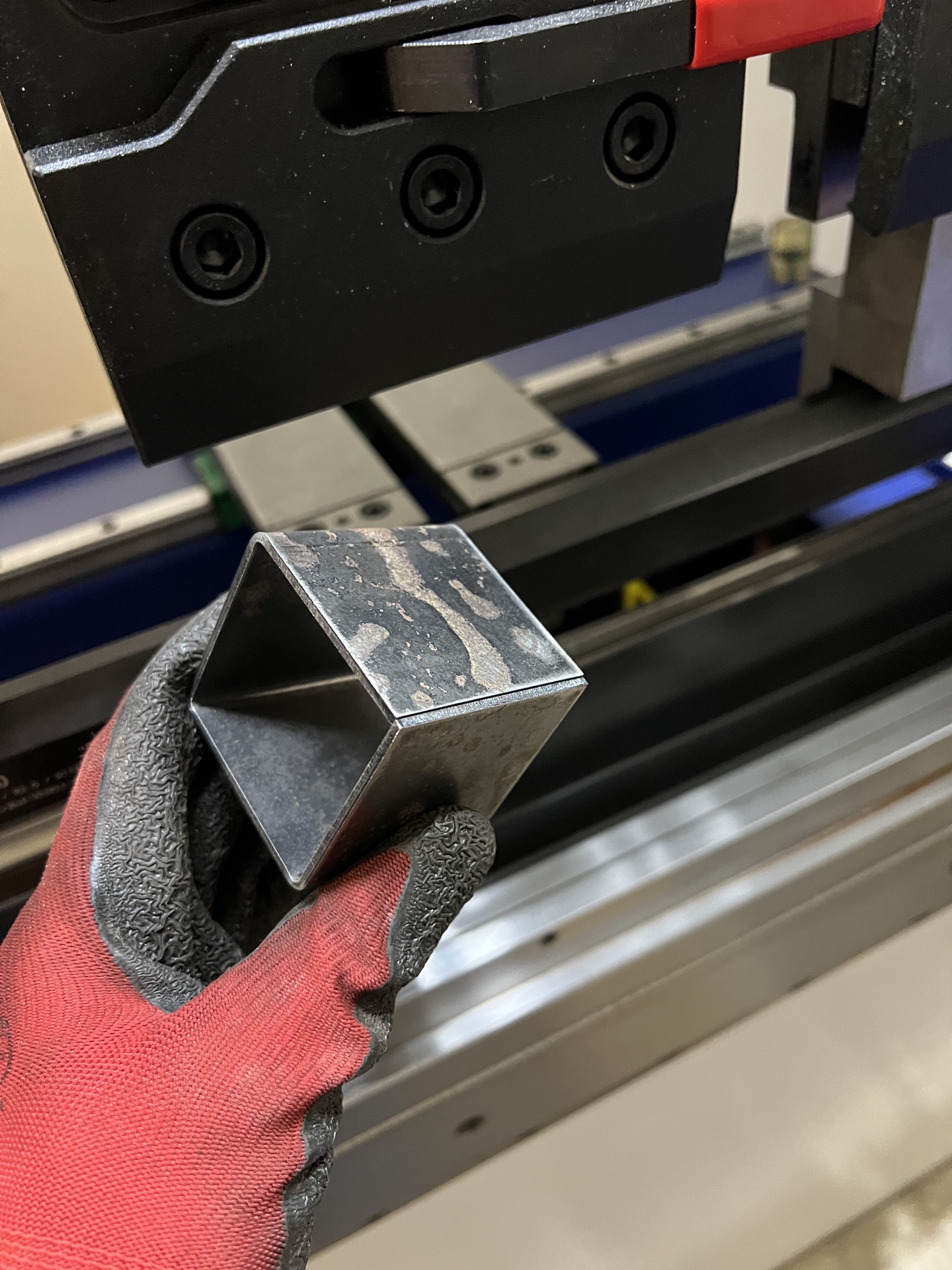
Это самый ответственный этап технологии. Заготовка устанавливается для выполнения последнего, четвертого гиба, который полностью замыкает профиль.
- Замыкание: При опускании траверсы пуансон совершает финальный гиб. При этом противоположная, уже согнутая сторона профиля заходит внутрь сквозного «окна» пуансона. Инструмент беспрепятственно завершает формообразование, не деформируя и не зажимая стенки детали.
- Извлечение: После того как верхняя траверса пресса возвращается в исходное верхнее положение, готовое изделие (замкнутый короб) легко сдвигается оператором вдоль оси пуансона и вынимается через торцевую или фронтальную зону инструмента.
Преимущества технологии
- Высокая точность геометрии: ЧПУ станка обеспечивает идеальную повторяемость углов и размеров полок, чего трудно добиться при многокомпонентной сварке.
- Отсутствие деформаций: Благодаря «окну» пуансон не давит на противоположные стенки профиля в процессе финального гиба.
- Экономическая эффективность: Один оператор на одном станке заменяет целую технологическую цепочку (заготовка – гибка деталей по отдельности – сборка – сварка – зачистка швов).
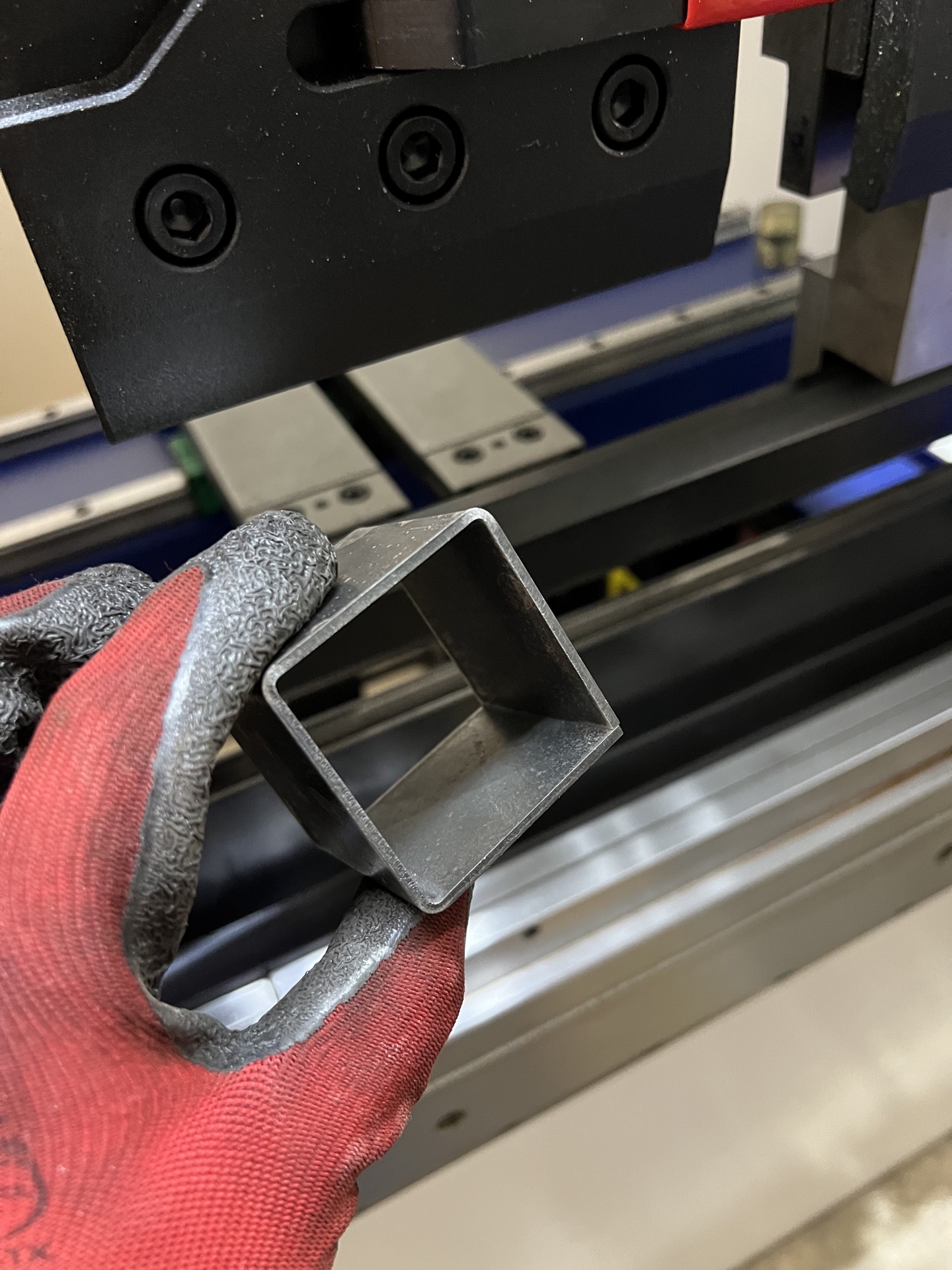
- Минимум сварных швов: В готовом профиле остается всего один стык, который требует локальной проварки (или может соединяться методом замкового соединения, заклепки), что снижает сварочные напряжения в конструкции.
Заключение
Использование пуансонов с «окном» — это высокоэффективное инженерное решение для предприятий, стремящихся оптимизировать производство корпусных деталей и закрытых профилей. Инвестиции в специализированный гибочный инструмент окупаются за счет резкого снижения трудоемкости, уменьшения процента брака и повышения эстетических и прочностных характеристик готовой продукции.
Для консультации по подбору инструмента и расчета геометрии свяжитесь с нашим техническим отделом.
Галерея






Комментарии