







Защита поверхности при гибке: технический обзор механических держателей полиуретановой ленты
При производстве металлоконструкций и изделий из нержавеющей стали, алюминия, латуни или предварительно окрашенного проката одной из главных технологических задач является сохранение идеального состояния лицевой поверхности детали.
Традиционная свободная гибка на листогибочном прессе сопряжена с жестким механическим контактом: в процессе опускания пуансона металлическая заготовка под колоссальным удельным давлением скользит по радиусным кромкам (ручьям) V-образной матрицы. Это неизбежно приводит к образованию контактных полос, царапин, задиров и наклепа.
Для решения этой проблемы в современной индустрии листообработки применяется профессиональное технологическое решение — использование полиуретановой ленты совместно с механическими держателями защитной полиуретановой (ПУ) ленты с винтовой фиксацией.
1. Кинематика повреждения листа и экономические последствия
В процессе деформации листа точки контакта заготовки с матрицей испытывают комбинированную нагрузку — сжатие, сопряженное с высоким трением скольжения. Ситуация усугубляется следующими факторами:
- Твердость окалины или микрочастиц: Пыль и микрочастицы металла, скапливающиеся в ручье матрицы, работают как абразив.
- Следы на нержавеющей стали: На зеркальных (BA) или шлифованных (N4) поверхностях даже минимальный след радиуса матрицы переводит деталь в разряд брака.
- Нарушение покрытий: На оцинкованном или окрашенном листе повреждается защитный слой, что резко снижает коррозионную стойкость изделия.
Устранение этих дефектов методами последующей шлифовки, полировки или повторной покраски существенно увеличивает себестоимость (до 20–30% на операцию) и удлиняет производственный цикл.
2. Конструкция и принцип работы механического держателя
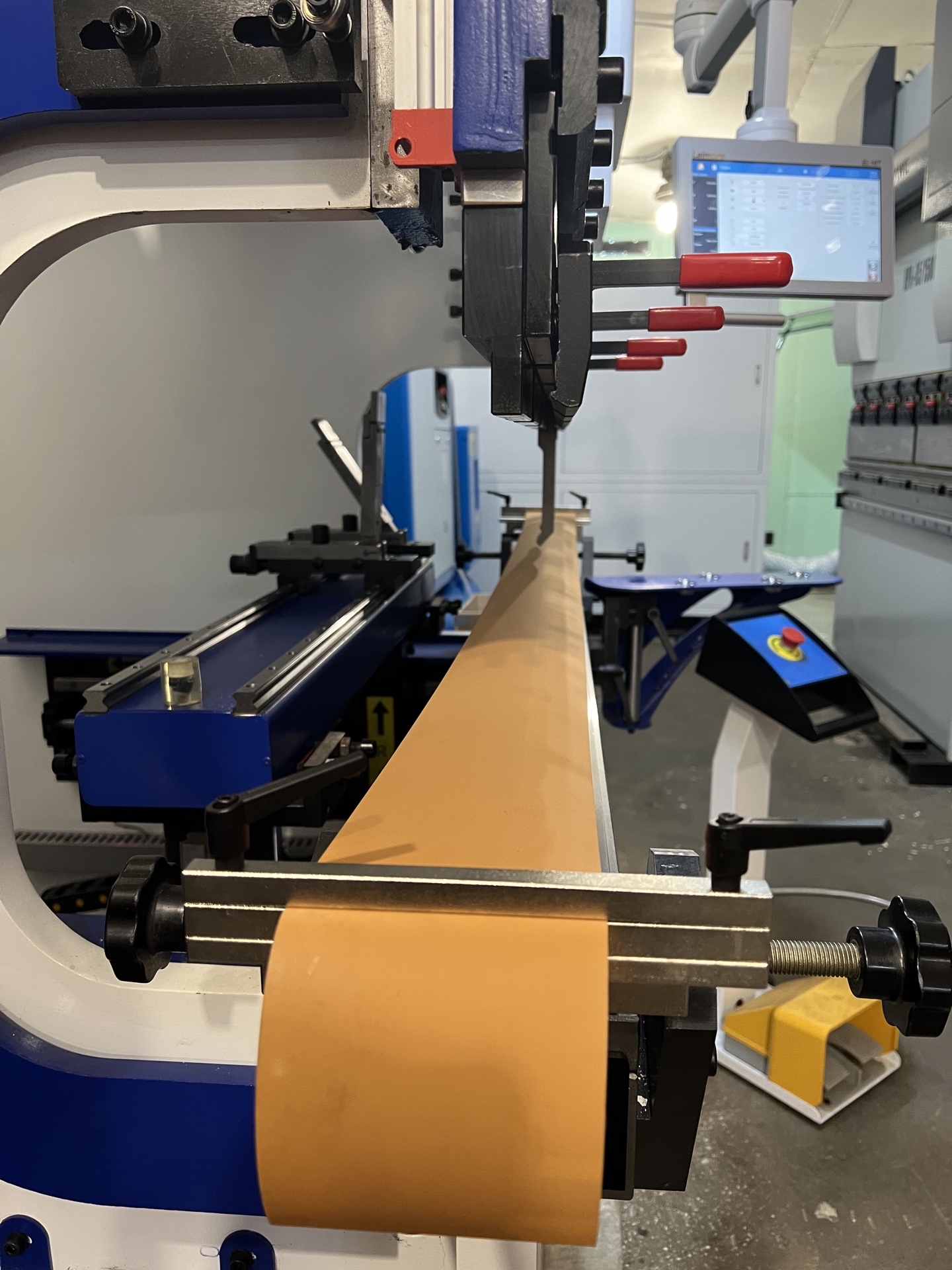
Чтобы полностью исключить прямой контакт «металл-металл», в зону деформации вводится эластичный демпфирующий элемент — полиуретановая лента (толщиной от 0.5 до 2.0 мм). Для стабильного и безопасного удержания ленты применяется специальный механический держатель, жестко фиксируемый на матрице винтами.
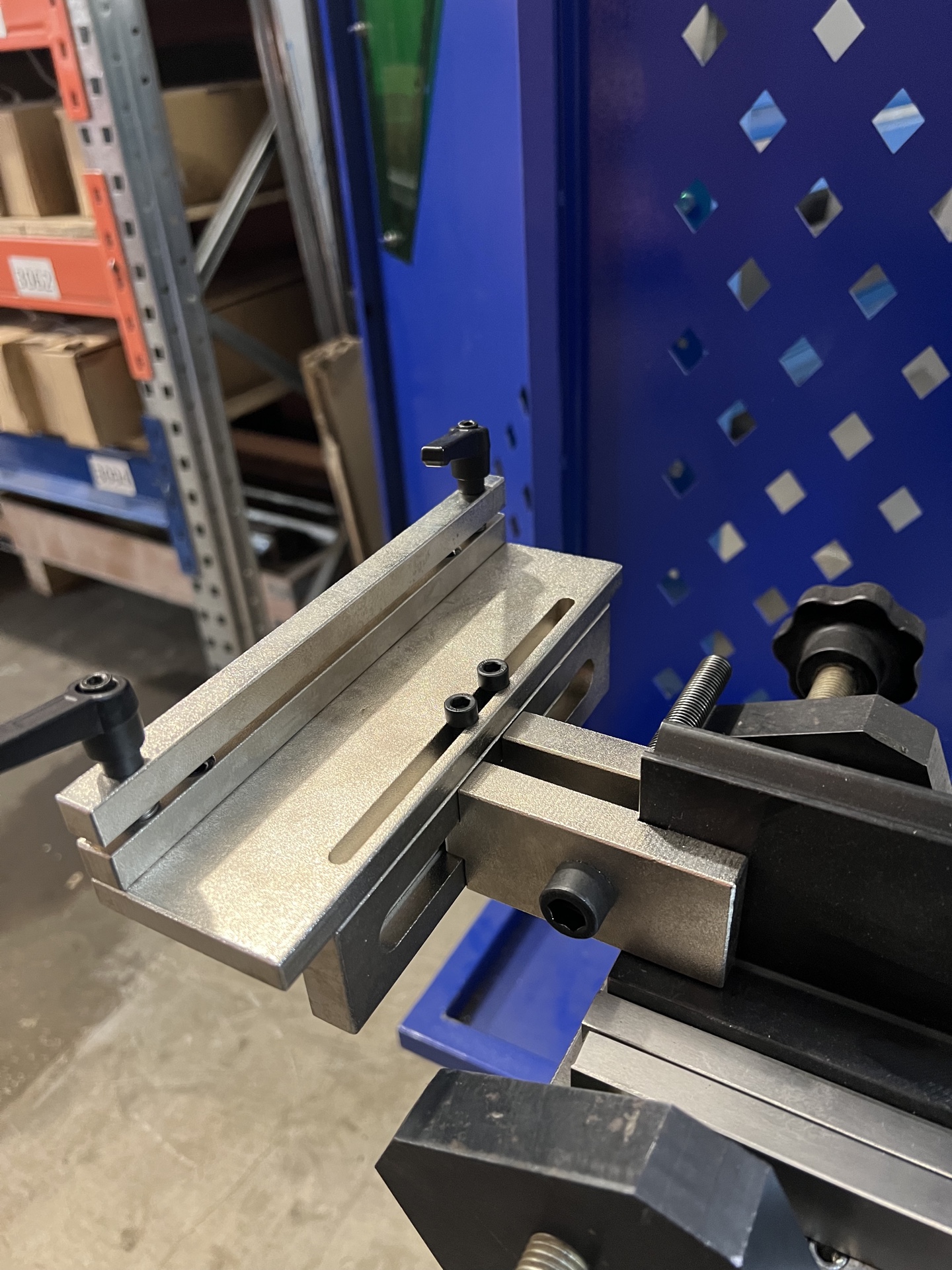
Основные элементы конструкции:
- Несущий корпус: Изготавливается из качественной конструкционной стали. Геометрия корпуса точно повторяет форму посадочного места матрицы.
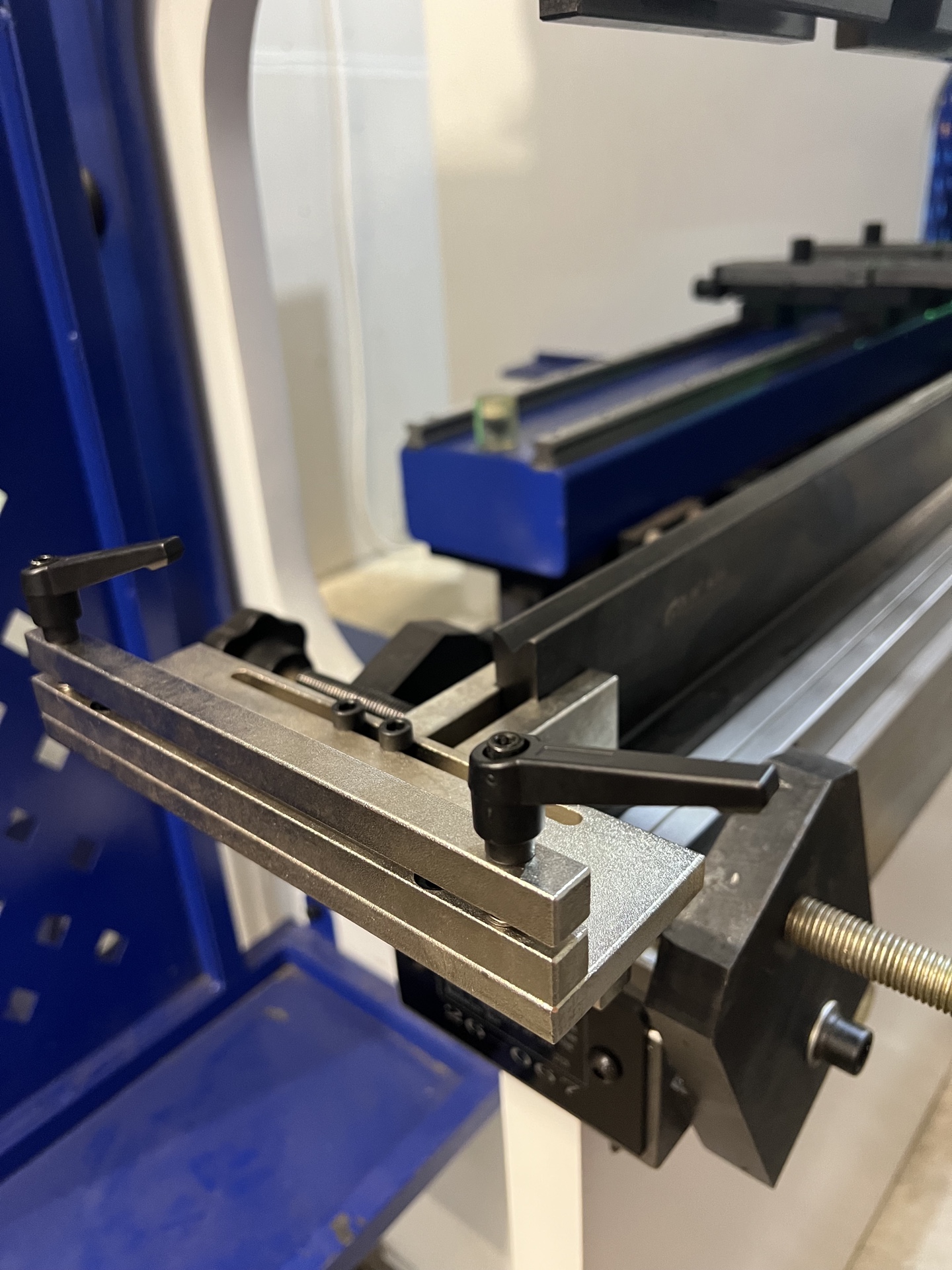
- Прижимная планка: Обеспечивает равномерное распределение усилия зажима по всей ширине ПУ ленты, исключая ее перекос, складкообразование или выскальзывание.
- Фиксирующие винты: Высокопрочные винты (как правило, под внутренний шестигранник), выполняющие двойную задачу: жесткое позиционирование самого держателя на теле матрицы и фиксацию натяжения защитной ленты.
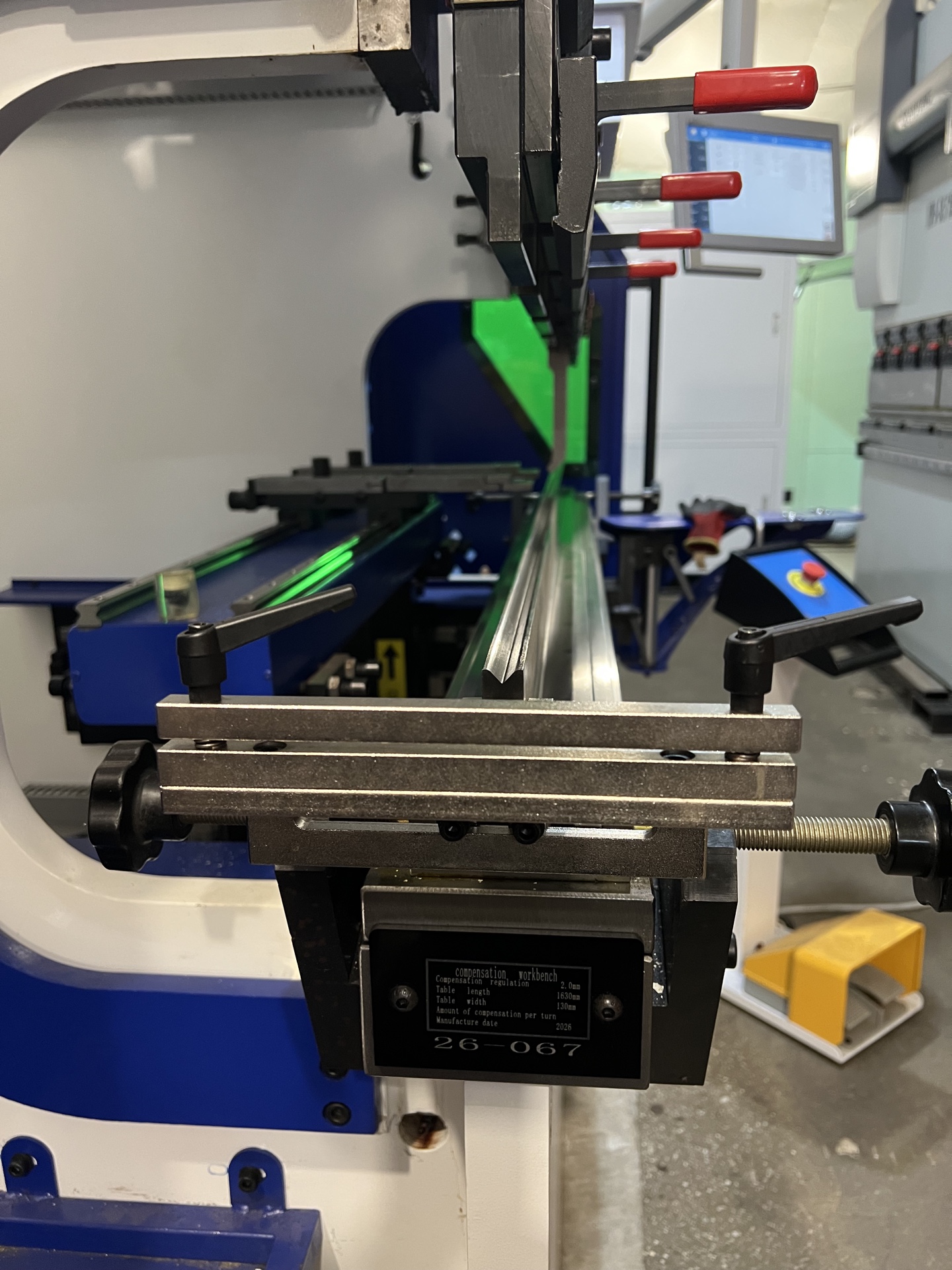
Принцип работы: Держатели монтируются на противоположных торцах или боковых гранях матрицы. Защитная ПУ лента зажимается в одном держателе, протягивается над раскрытием V-образной канавки с легким натяжением и фиксируется во втором держателе. При осуществлении гиба пуансон вдавливает металл вместе с эластичной лентой внутрь матрицы. Лента принимает на себя векторные силы трения скольжения, предотвращая контакт детали со сталью матрицы.
3. Технические преимущества винтовой механической фиксации
В практике цехов часто встречаются кустарные методы: фиксация ленты малярным скотчем, изолентой или неодимовыми магнитами. По сравнению с ними профессиональный механический держатель на винтах обладает ключевыми эксплуатационными преимуществами:
- Стабильность позиционирования и жесткость: Натяжение ленты остается неизменным на протяжении сотен циклов гибки. Она не смещается и не затягивается внутрь ручья под действием трения.
- Высокая скорость протяжки (оптимизация ТО): По мере естественного износа рабочего участка ленты оператору достаточно ослабить фиксирующие винты, сместить (протянуть) ленту на нужную длину и снова затянуть винты. Процесс занимает менее 1 минуты и не останавливает поток производства.
- Повышенная безопасность оператора: Стационарно закрепленная оснастка исключает необходимость поправлять защитный материал руками в опасной зоне работы пресса.
- Универсальность: Держатели адаптированы под самые популярные стандарты инструментальных систем: Amada-Promecam, Trumpf-Wila, Bystronic и др.
4. Сравнительный технико-экономический анализ
Полиуретан обладает уникальной износостойкостью. Ниже приведена матрица сравнения различных подходов к организации защиты листа:
| Критерий / Параметр | Традиционная гибка (без защиты) | Фиксация ленты скотчем / магнитами | Механический держатель на винтах |
|---|---|---|---|
| Качество поверхности детали | Наличие явных следов матрицы, требующих доработки | Риск брака из-за случайного смещения ленты | Идеальная поверхность без следов и царапин |
| Время на подготовку и переналадку | 0 минут | 1–3 минут на каждый сдвиг и подклейку | < 1 минуты на быструю протяжку по направляющим |
| Расход полиуретановой ленты | Отсутствует | Высокий (из-за заминания ленты, складок и неравномерного натяжения) | Оптимальный (строго дозированное использование) |
| Безопасность труда (ОТ и ТБ) | Высокая | Низкая (высокий риск травматизма при частой ручной поправке) | Высокая (руки оператора вне рабочей зоны) |
5. Инженерные рекомендации по эксплуатации
Для получения стабильного результата и продления ресурса оснастки технологи рекомендуют придерживаться следующих правил:
- Учет толщины ленты в программе ЧПУ: Введение полиуретана в зону гибки меняет фактическую глубину погружения пуансона. При расчете шага ЧПУ необходимо корректировать положение оси Y с учетом компенсации толщины зажимаемой ленты.
- Правильный подбор толщины ленты: Для тонколистового металла (0.5–1.0 мм) применяется тонкая лента 0.5 мм (чтобы минимизировать влияние на внутренний радиус гиба). Для толщин 1.5–3.0 мм целесообразно использовать ленту толщиной 1.0–2.0 мм.
- Равномерность затяжки: Винты прижимной планки следует затягивать с одинаковым моментом, чтобы избежать точечной перегрузки и механического надрезания края ленты самой планкой.
Заключение
Механический держатель защитной ПУ ленты с винтовой фиксацией на матрице — это обязательный элемент оснащения современного гибочного участка, ориентированного на выпуск продукции премиального качества.
Минимизация затрат на слесарную обработку, отсутствие рекламаций от заказчиков по поводу внешнего вида деталей и экономия времени на переналадке гарантируют быструю окупаемость данного типа оснастки как в мелкосерийном, так и в крупносерийном производстве.
Для консультации по подбору инструмента и использованию ПУ ленты свяжитесь с нашим техническим отделом.
Галерея







Комментарии