







Применение специнструмента для формования закрытых жалюзи на гибочных прессах
Технический обзор технологии, конструкции инструмента и практический кейс формования закрытых жалюзи 80×10×6 мм в листовом металле толщиной 2 мм.
Введение
Формование жалюзи (вентиляционных прорезей) — стандартная технологическая задача в производстве электротехнических шкафов, корпусов оборудования, защитных кожухов и элементов систем вентиляции. Традиционно такие операции выполняются на координатно-пробивных прессах (КПП) или штампах. Однако использование КПП имеет ряд ограничений: лимитированная толщина обрабатываемого листа, высокие требования к жесткости листа и невозможность обработки крупногабаритных деталей, которые сложно позиционировать на столе координатного станка.
В современных условиях альтернативным и эффективным решением становится перенос операции формования на листогибочных прессах с ЧПУ. Это позволяет интегрировать процесс перфорации и формообразования непосредственно в цикл гибки, снижая логистические издержки внутри цеха и расширяя технологические возможности предприятия.
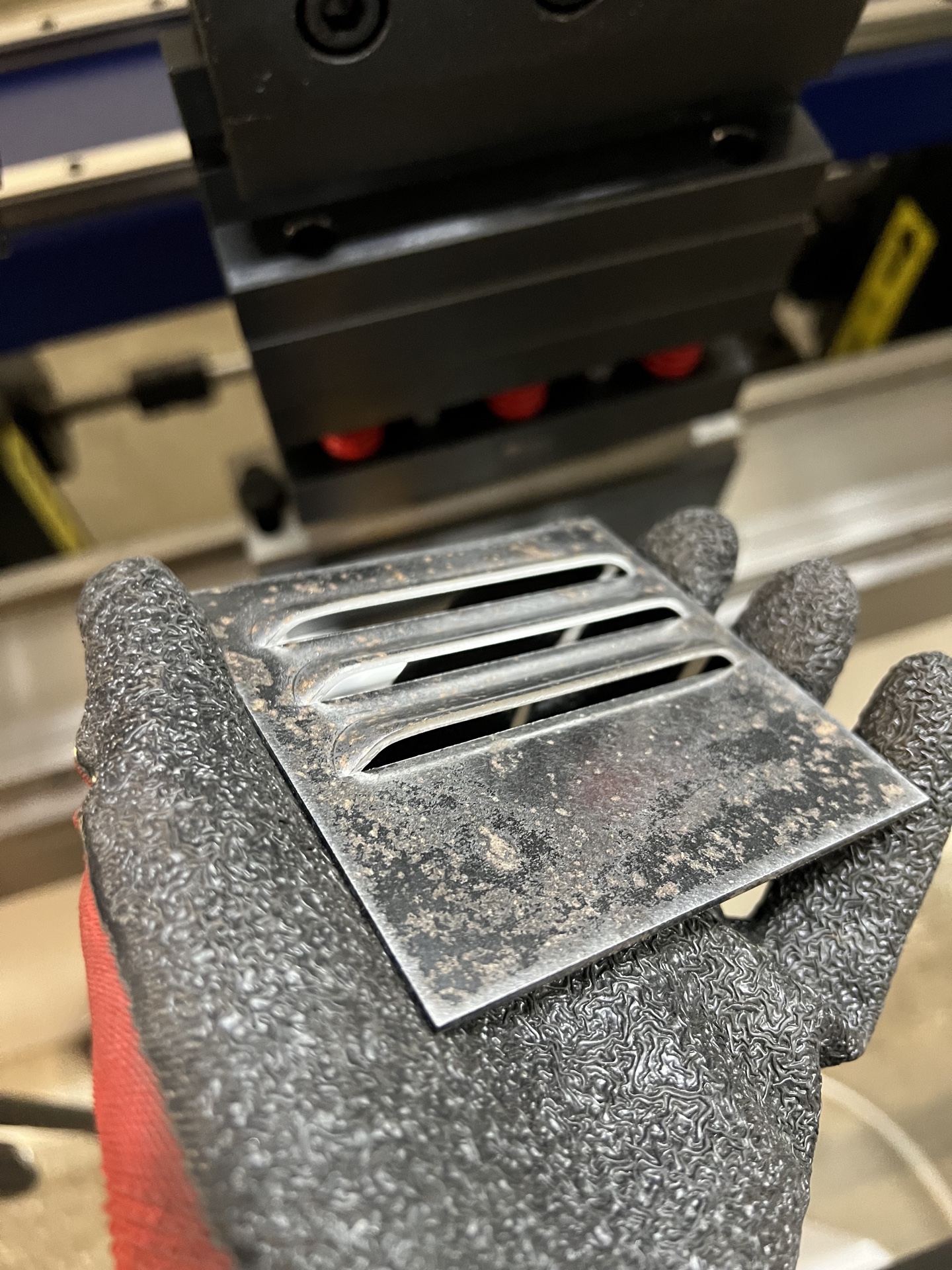
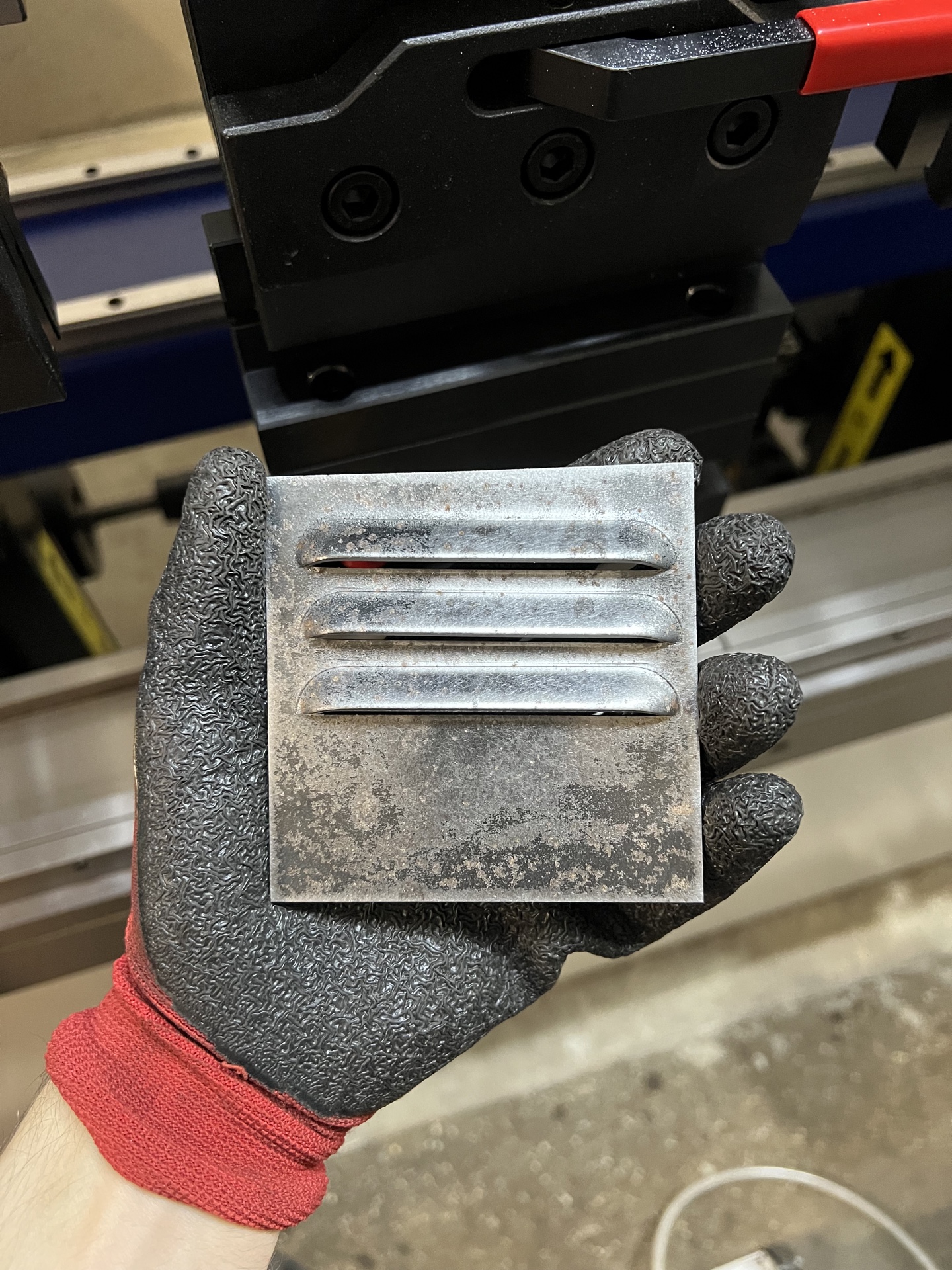
В данной статье рассмотрена конструкция и принцип работы специального инструмента (штампового блока) для гибочных прессов на примере изготовления закрытых жалюзи со следующими параметрами: длина 80мм, ширина 10мм, высота жалюзи 6мм, толщина металла 2мм.
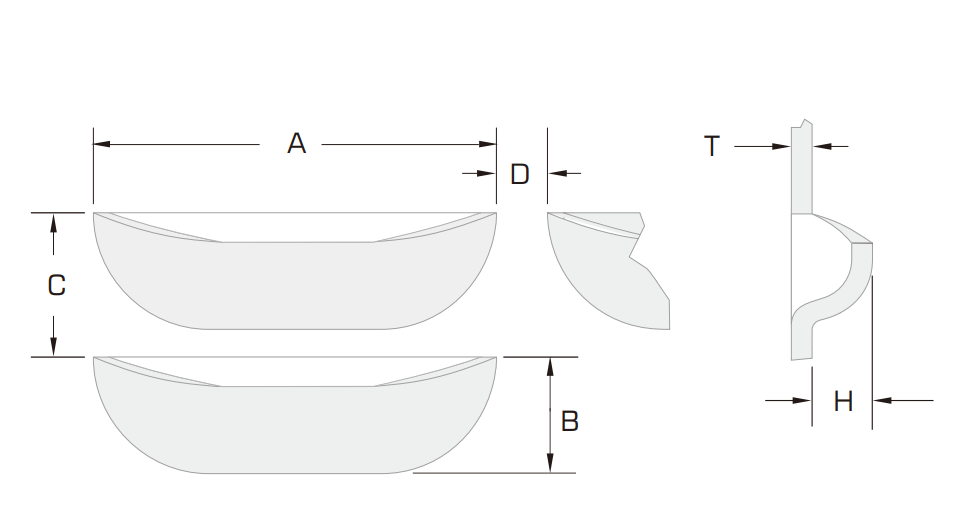
1. Геометрические параметры и расчетные характеристики
В рассматриваемом кейсе поставлена задача получить закрытую жалюзи (louvre) со следующими характеристиками:
- Длина (L): 80 мм
- Ширина (W): 10 мм
- Высота формовки (H): 6 мм
- Толщина исходного материала (T): 2.0 мм (конструкционная углеродистая или нержавеющая сталь)
При проектировании инструмента под толщину T = 2мм необходимо учитывать, что формование жалюзи сочетает в себе два последовательно-параллельных процесса: прорубку (сдвиг) одной из сторон и вытяжку (пластическую деформацию) купола жалюзи.
Для закрытого типа жалюзи критически важно соотношение высоты формовки к толщине металла (H/T). В данном случае H/T = 6/2 = 3. Это высокое значение, требующее значительной пластической деформации металла без образования трещин и разрывов на сопряжениях. С этой целью радиусы скруглений на пуансоне и матрице адаптируются под предел текучести конкретного материала.
2. Конструктивные особенности инструментального блока
Инструмент представляет собой автономный штамповый блок, устанавливаемый в стандартные зажимы листогибочного пресса (например, система крепления Amada-Promecam или Willa). Блок состоит из верхней (подвижной) и нижней (неподвижной) частей.
2.1. Верхняя часть (Пуансонный блок)
Верхняя часть закрепляется на балке (траверсе) гибочного пресса. Она включает в себя:
- Хвостовик для зажима в систему крепления пресса.
- Пуансон сложной геометрической формы. Одна его кромка является режущей (выполняет надрез листа), а формообразующая поверхность имеет плавный радиусный скос для постепенной вытяжки металла.
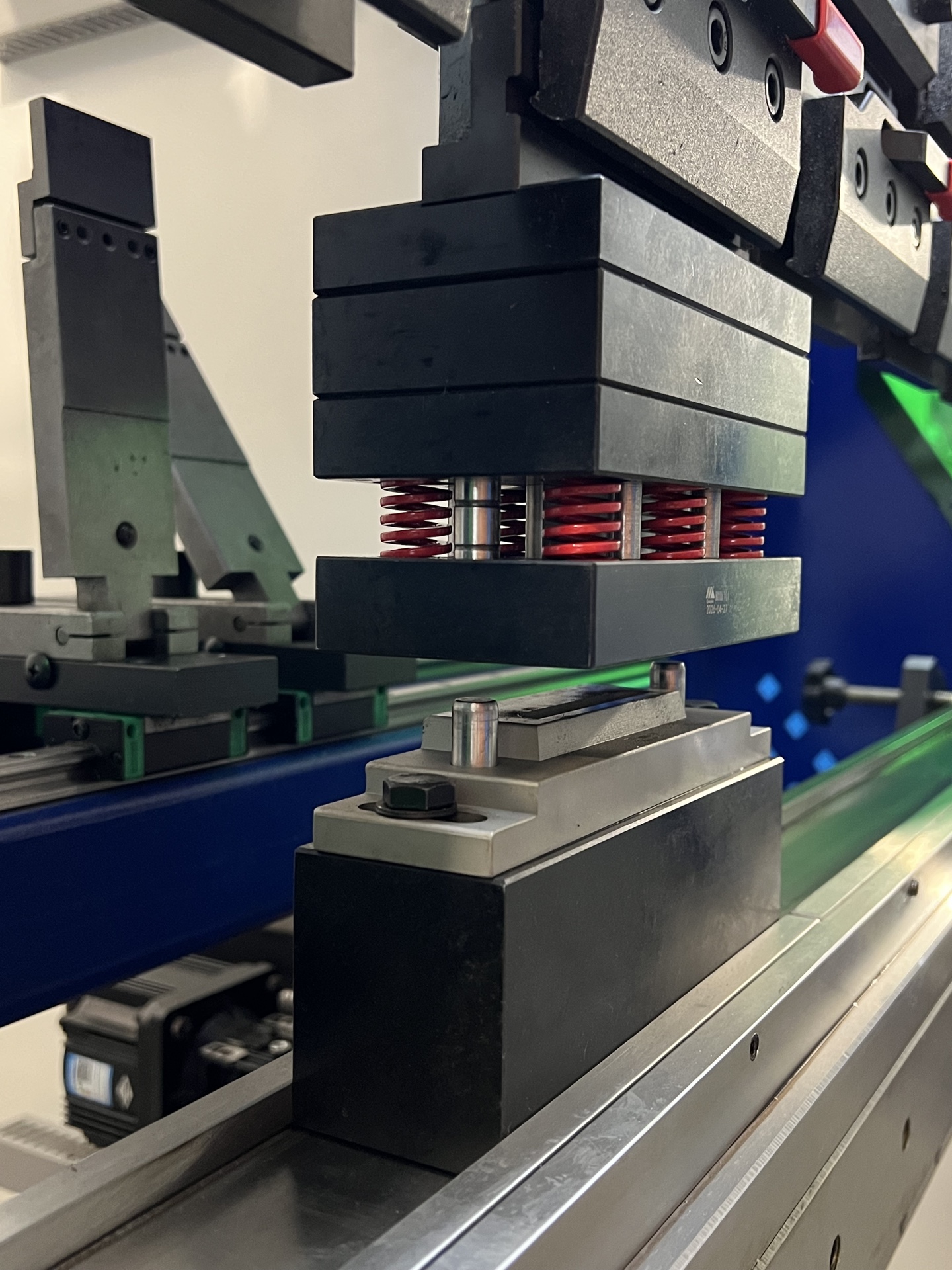
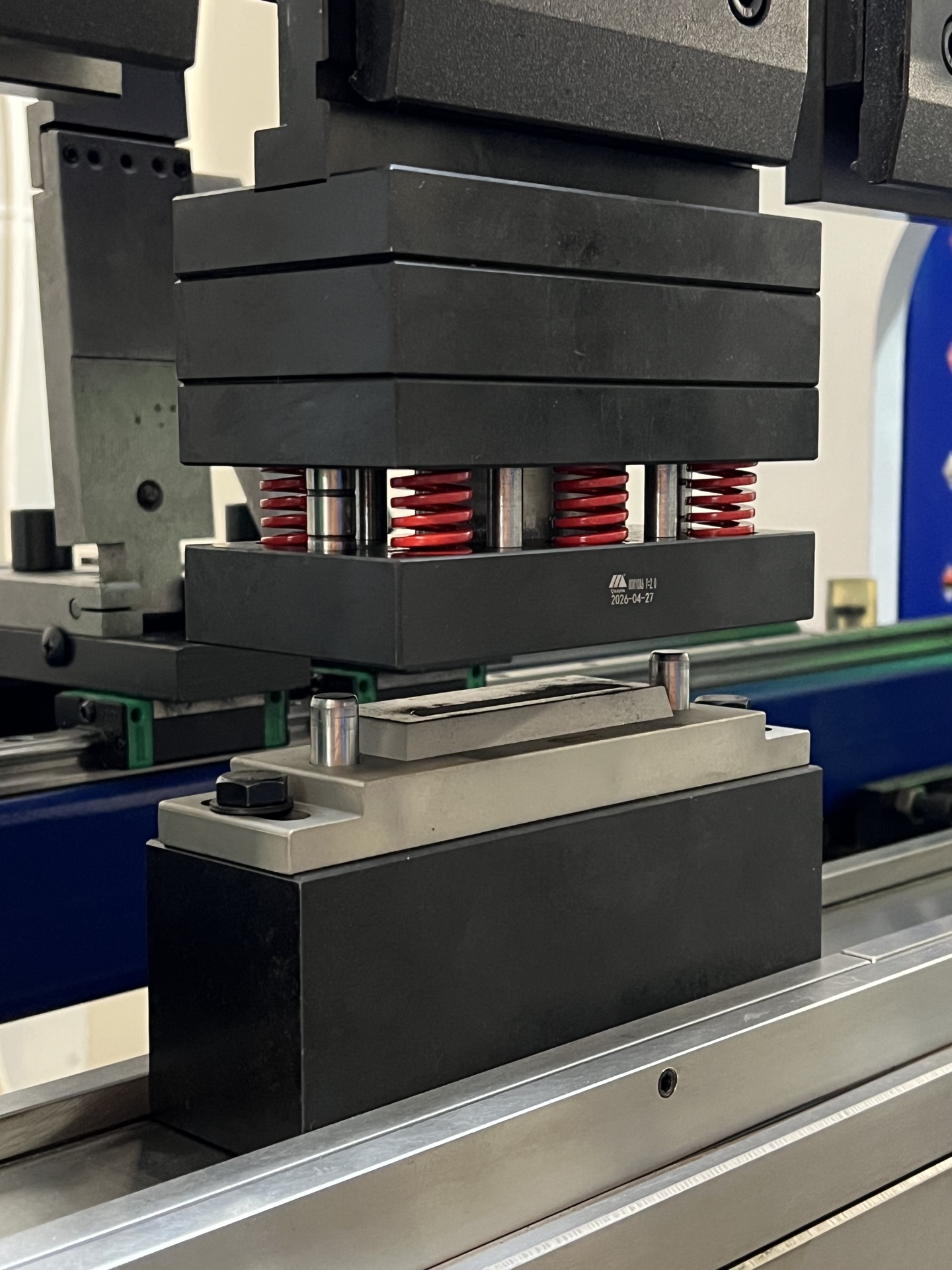
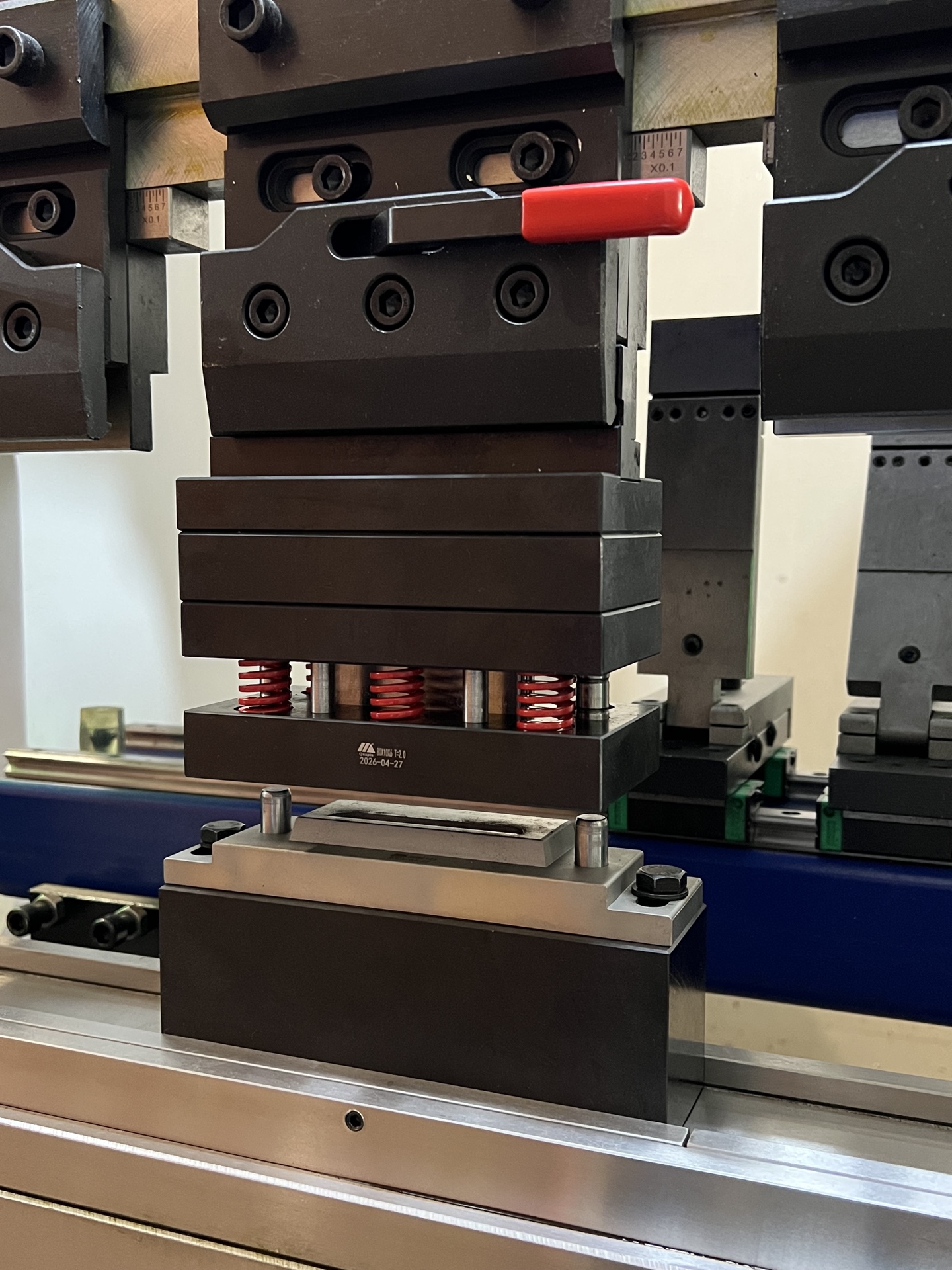
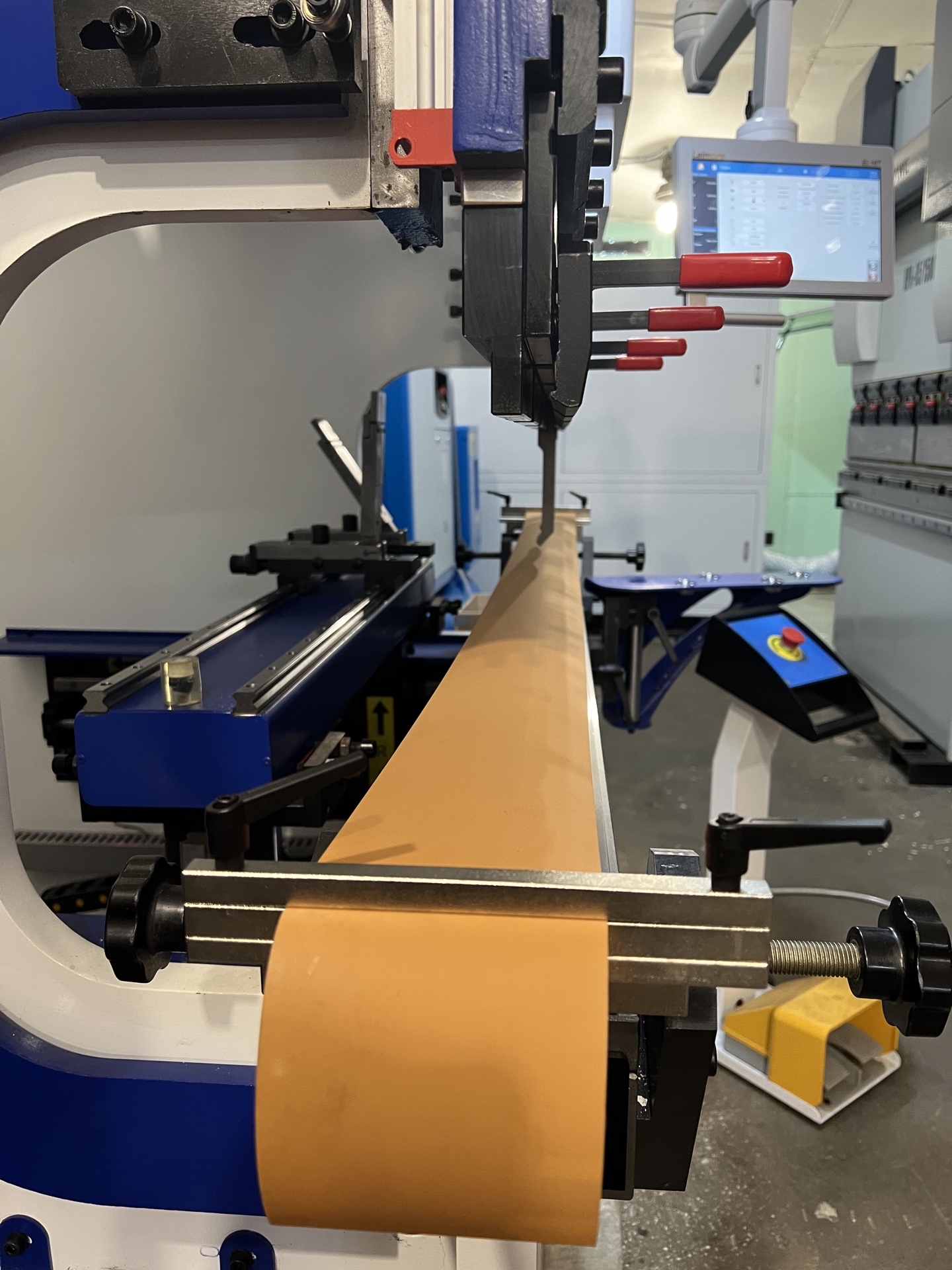
- Прижим-съемник на витых пружинах. Это важнейший узел конструкции, отчетливо видимый на приложенном к статье видео. Пакет мощных пружин (красного цвета, что традиционно соответствует высокой степени нагрузки по ISO) удерживает плиту прижима. При опускании траверсы прижим жестко фиксирует металлический лист на матрице до момента касания пуансона. После совершения операции пружины обеспечивают контролируемый съем детали с пуансона, исключая деформацию и заклинивание листа.
2.2. Нижняя часть (Матричный блок)
Нижняя часть устанавливается на постель (подложку / стол) пресса (самоцентрирующийся блок) и состоит из:
- Матрицы, имеющей полость, зеркально повторяющую внешнюю геометрию жалюзи, и ответную режущую кромку.
- Выталкивателя (опционально) или жесткой калибрующей вставки.
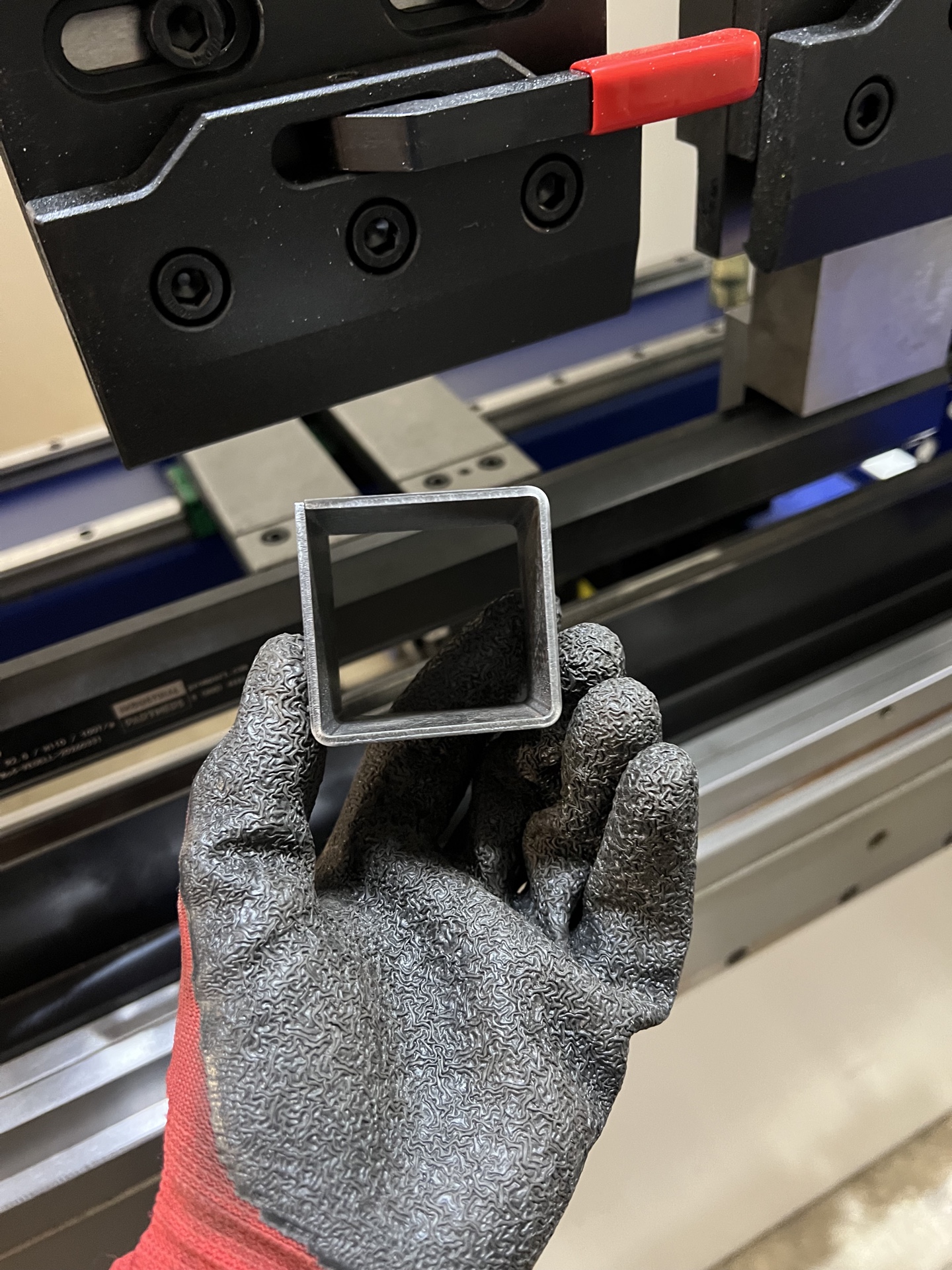
- Опорных пинов (штифтов). Инструмент оснащен системой базирования: штифты позволяют оператору быстро и точно позиционировать заготовку по предварительно пробитым отверстиям или по краю листа, гарантируя соосность и параллельность элементов при многократном формовании.
3. Механика процесса формования на гибочном прессе
Процесс формования закрытой жалюзи за один ход пресса разделен на четыре фазы:
- Позиционирование и зажим: Оператор укладывает лист на нижний блок (ориентируясь по упорам пресса или пинам инструмента). Траверса пресса начинает движение вниз. Плита съемника касается листа и прижимает его к вставке матрицы под действием сжимающихся пружин.
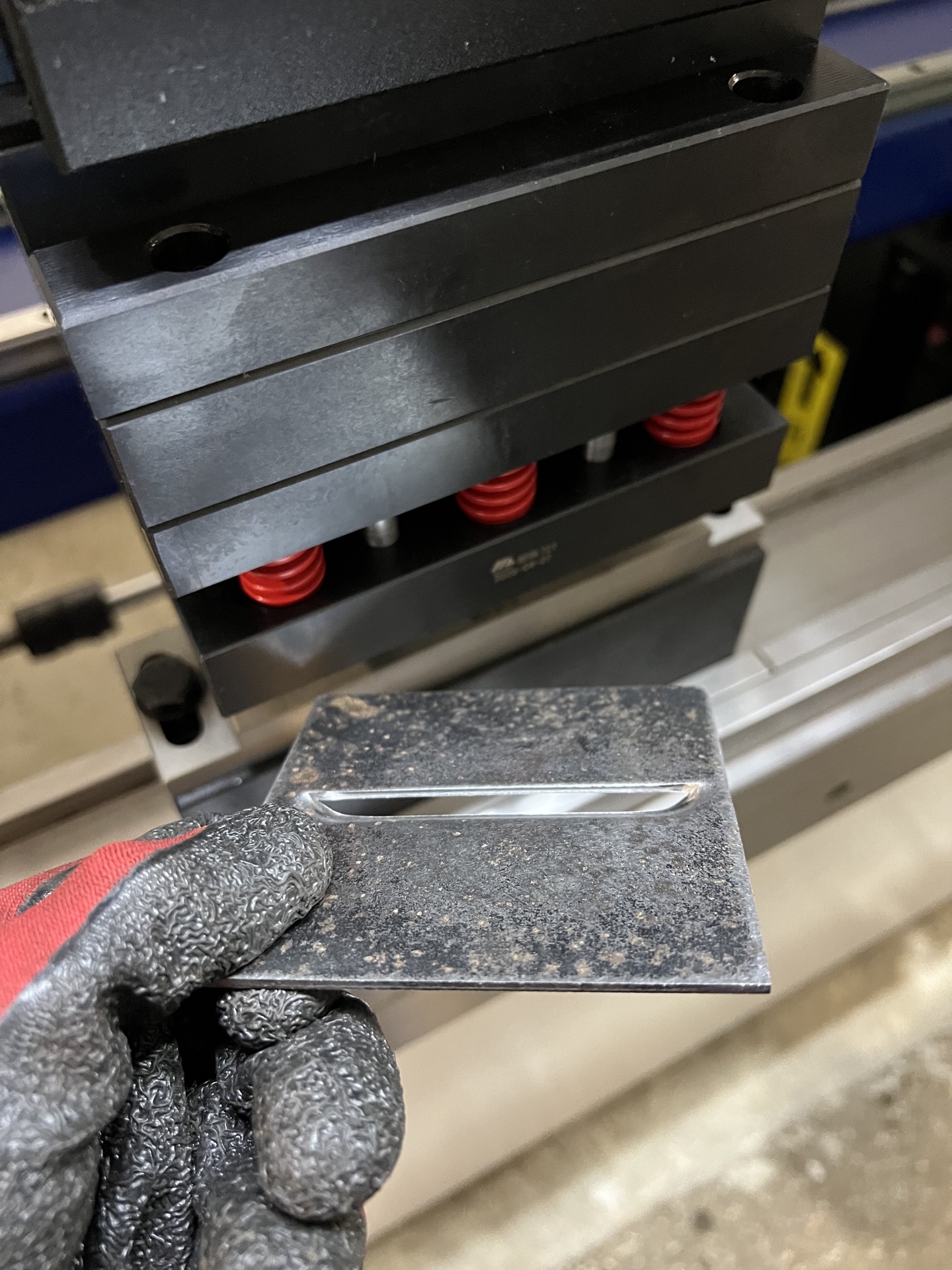
- Прорубка: При дальнейшем движении пуансон внедряется в металл. Происходит локальный сдвиг и прорезка листа по одной линии (длиной 80 мм). Зазор между режущими кромками пуансона и матрицы рассчитан строго под толщину 2 мм (обычно составляет 8–10% от толщины, т.е. 0.16–0.20 мм) для обеспечения чистого реза без заусенцев.
- Пластическая вытяжка: Пуансон продолжает движение вниз на заданную глубину (в точку раскрытия H=6мм). Металл за линией реза начинает пластически растягиваться, утягиваясь в полость матрицы. Благодаря спроектированным углам инструмента формируются боковые «закрытые» стенки жалюзи. В нижней мертвой точке (НМТ) происходит калибровка формы.
- Возврат и съем: Траверса пресса поднимается. Пружины съемника разжимаются, удерживая лист прижатым к матрице до тех пор, пока пуансон полностью не выйдет из сформированной полости. Это предотвращает подрыв краев жалюзи и искажение плоскостности листа.
4. Технологические рекомендации и обслуживание
Для стабильной эксплуатации инструмента при обработке листов толщиной 2 мм необходимо соблюдать следующие правила:
- Контроль усилия пресса: Формование жалюзи длиной 80 мм на толщине 2 мм требует значительного усилия, значительно превышающего стандартное усилие гибки. Требуемый тоннаж рассчитывается исходя из предела прочности материала по формуле, учитывающей периметр среза и площадь смятия. Настройка глубины опускания в ЧПУ пресса должна выполняться с шагом 0.05мм во избежание жесткого удара «металл в металл».
- Смазка заготовок: Работа «всухую» при высоте вытяжки 6 мм приведет к быстрому налипанию микрочастиц металла на пуансон и появлению задиров на готовом изделии. Обязательно применение формовочных масел или специализированных смазок.
- Стойкость инструмента: Пуансон и матрица изготавливаются из инструментальной стали повышенной износостойкости 42CrMo4 с последующей термообработкой до твердости 58–62 HRC.
Заключение
Использование специализированного пружинного инструмента для формования закрытых жалюзи на листогибочных прессах — это эффективное инженерное решение, расширяющее функционал стандартного прессового оборудования. Оно позволяет получать крупногабаритные вентиляционные панели из толстого листа (до 2–3 мм) с идеальной геометрией, высокой повторяемостью и чистыми кромками, исключая необходимость приобретения дорогостоящих координатно-пробивных станков под тяжелые задачи.
Возможно изготовление жалюзи с различными параметрами, длиной, шириной и высотой вытяжки. Однако, обязательно следует учитывать возможности вашего оборудования. Для более подробной консультации свяжитесь с нашими инженерами.
Галерея









.png)
Комментарии